Kwalifikacja: CES.01 - Eksploatacja maszyn i urządzeń przemysłu ceramicznego
Zawód: Technik ceramik
Kategorie: Maszyny i urządzenia Procesy technologiczne
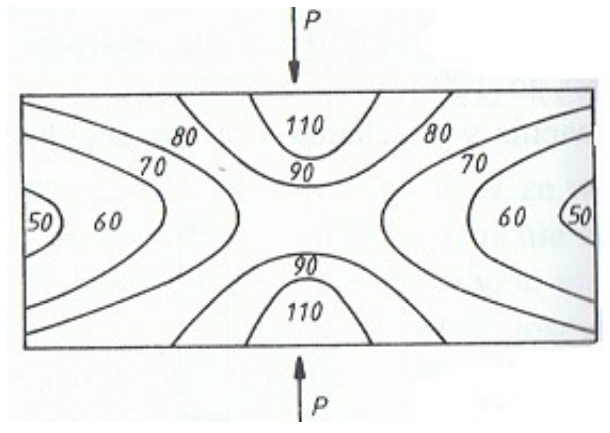
Rysunek przedstawia rozkład ciśnień w kształtkach prasowanych osiowo
Odpowiedzi
Informacja zwrotna
Takie rozkłady ciśnień, jakie widzimy na rysunku, są typowe dla prasowania dwustronnego, czyli wtedy, gdy nacisk przykłada się z dwóch przeciwnych stron. Bardzo często spotyka się to rozwiązanie w produkcji kształtek ceramicznych, metalurgii proszków, czy nawet przy formowaniu niektórych elementów z tworzyw sztucznych. W branżowych normach, jak PN-EN ISO 3952, zaleca się właśnie prasowanie dwustronne w celu uzyskania możliwie jednorodnego zagęszczenia materiału w całym przekroju. Dzięki temu ciśnienie rozkłada się w miarę równomiernie, aczkolwiek zawsze w środku próbki będzie ono najwyższe, a bliżej końców stopniowo maleje. Praktyka pokazuje, że stosowanie nacisku tylko z jednej strony prowadzi do powstawania niedogęszczeń i porowatości w dolnych partiach wyrobu, co zdecydowanie obniża jego wytrzymałość. Moim zdaniem, różnica jakościowa jest znacząca – dwustronne prasowanie daje produkty, które są wyraźnie bardziej wytrzymałe i przewidywalne pod względem właściwości mechanicznych, co bywa kluczowe przy produkcji elementów dla przemysłu motoryzacyjnego czy lotniczego. Warto też pamiętać, że taki rozkład ciśnienia często wykorzystuje się jako przykład w literaturze technicznej, bo dobrze pokazuje, jak ważna jest równomierność nacisku w procesach prasowania.