Kwalifikacja: ELE.03 - Wykonywanie robót związanych z montażem instalacji i urządzeń chłodniczych, klimatyzacyjnych oraz pomp ciepła
Kategorie: Montaż i połączenia Czynniki i materiały
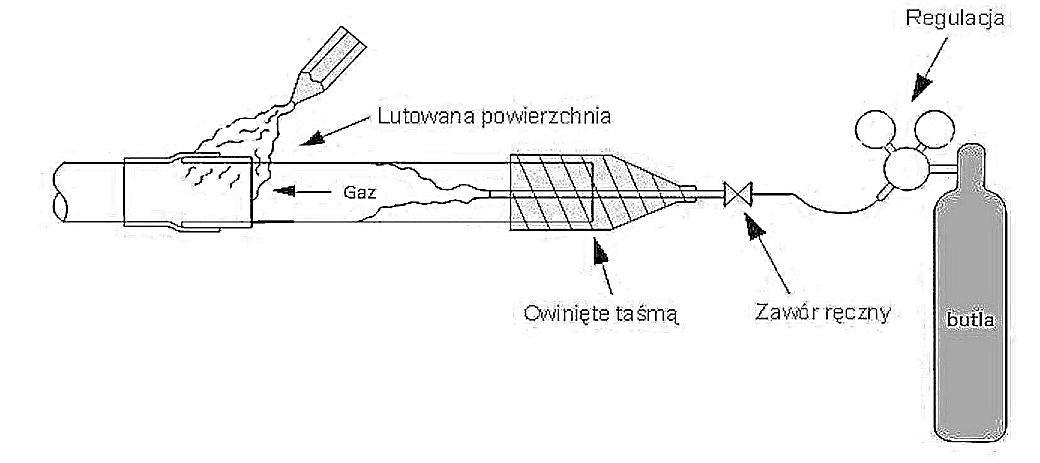
Na rysunku przedstawiono schemat lutowania rurek w osłonie gazu obojętnego. Którym gazem wypełniona jest butla?
Odpowiedzi
Informacja zwrotna
Prawidłowo, butla w tym układzie powinna być wypełniona azotem. Azot to gaz obojętny, który nie reaguje z lutowanymi metalami ani z topnikiem. To jest ogromna zaleta, bo podczas lutowania nie dopuszcza do powstawania tlenków na powierzchni metalu. Dzięki temu spoiny wychodzą czyste, bez niechcianych zanieczyszczeń, co przekłada się na wyższą jakość wykonania i trwałość połączenia. Takie podejście zgodne jest z dobrą praktyką warsztatową, szczególnie przy lutowaniu rur miedzianych w instalacjach chłodniczych, klimatyzacyjnych czy gazowych, gdzie każda nieszczelność może mieć poważne konsekwencje. Moim zdaniem w środowisku profesjonalnym stosowanie azotu to absolutny standard, bo gwarantuje powtarzalność i bezpieczeństwo pracy. Warto też dodać, że azot jest tani i dostępny praktycznie wszędzie, co czyni go bardzo wygodnym rozwiązaniem. W normach branżowych, takich jak PN-EN 378 dotyczących instalacji chłodniczych, jasno wskazuje się właśnie azot jako zalecany gaz do ochrony podczas lutowania. Czasami ktoś pyta, czy nie lepiej użyć innych gazów, ale moim zdaniem – po co kombinować, skoro azot sprawdza się idealnie?