Kwalifikacja: MEC.05 - Użytkowanie obrabiarek skrawających
Zawód: Technik mechanik
Kategorie: Narzędzia i oprzyrządowanie Parametry i procesy obróbki
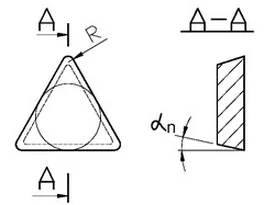
Oznaczony na rysunku kąt płytki wieloostrzowej αn, to kąt
Odpowiedzi
Informacja zwrotna
Kąt przyłożenia to kluczowy parametr w procesie skrawania, który wpływa na efektywność obróbki, jakość powierzchni oraz trwałość narzędzia. Oznaczony na rysunku kąt α<sub>n</sub> między kierunkiem ruchu narzędzia a powierzchnią obrabianą, to właśnie kąt przyłożenia. Jego odpowiednia wartość jest istotna, ponieważ zbyt mały kąt może prowadzić do nadmiernego zużycia narzędzia, a zbyt duży może zwiększać opór podczas skrawania, co wpłynie na moc i wydajność. W praktyce, ustawienie kąta przyłożenia powinno być dostosowane do rodzaju materiału obrabianego oraz technologii skrawania. Na przykład, w obróbce stali narzędziowej często stosuje się kąty przyłożenia w zakresie 5°-15°, co zapewnia optymalne warunki skrawania. Zrozumienie i kontrolowanie kąta przyłożenia jest zgodne z najlepszymi praktykami w inżynierii mechanicznej i obróbczej, co przyczynia się do efektywności procesów produkcyjnych.