Kwalifikacja: MEC.05 - Użytkowanie obrabiarek skrawających
Zawód: Technik mechanik
Kategorie: Obrabiarki skrawające Parametry i procesy obróbki Rysunek techniczny i oznaczenia
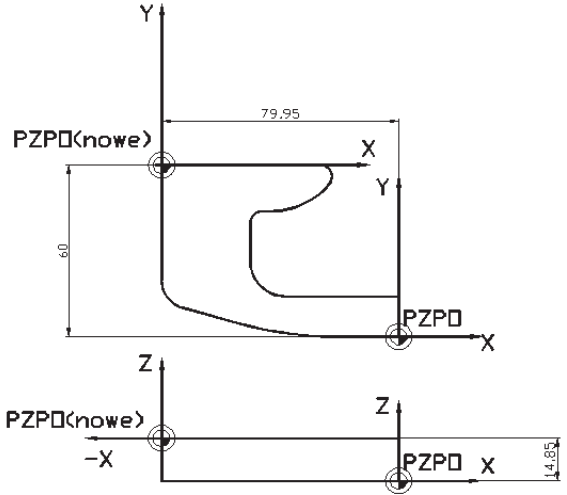
W celu ustawienia "nowego" położenia Punktu Zerowego Przedmiotu Obrabianego według danych z rysunku należy wpisać w tabeli przesunięcia punktu zerowego wartości:
Odpowiedzi
Informacja zwrotna
Poprawna odpowiedź to G58 X-79.95 Y60 X14.85, ponieważ zgodnie z danymi z rysunku, nowe położenie Punktu Zerowego Przedmiotu Obrabianego (PZPO) wymaga przesunięć w osiach X, Y i Z, które są określone w tej komendzie. Wartości -79.95 w osi X i 60 w osi Y są zgodne z wymaganymi przesunięciami, co oznacza, że poszczególne osie są ustawione w odpowiednich kierunkach. W praktyce, stosowanie polecenia G58 pozwala na wprowadzenie nowych wartości punktu zerowego, co jest kluczowe w procesie obróbczy CNC, gdyż umożliwia to precyzyjne pozycjonowanie przedmiotu obrabianego w przestrzeni roboczej maszyny. Dobre praktyki w obróbce skrawaniem wymagają dokładności w definiowaniu punktów zerowych, aby zapewnić wysoką jakość wykonania detali. Używanie poprawnych komend programowych, takich jak G58, jest niezbędne, aby uniknąć błędów w obróbce, które mogą prowadzić do defektów lub uszkodzeń narzędzi. Również, zmiana punktu zerowego przed każdą operacją może pomóc w optymalizacji procesu oraz oszczędzać czas poprzez skrócenie cykli obróbczych.