Kwalifikacja: MEC.09 - Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń
Zawód: Technik mechanik
Kategorie: Rysunek techniczny Montaż i demontaż
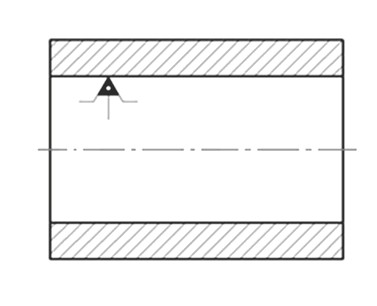
Rysunek przedstawia zamocowanie przedmiotu obrabianego
Odpowiedzi
Informacja zwrotna
Zamocowanie przedmiotu obrabianego na trzpieniu rozprężnym jest metodą zapewniającą nie tylko stabilność, ale również precyzyjne centrowanie obrabianego elementu. Trzpienie rozprężne charakteryzują się stożkowym kształtem, co pozwala na ich wsunięcie w otwór w przedmiocie obrabianym, a następnie na ich rozprężenie, co skutkuje zwiększeniem średnicy trzpienia i mocnym zaciśnięciem przedmiotu. Takie rozwiązanie jest szczególnie użyteczne w przypadku obróbki mechanicznej, gdzie wymagana jest duża dokładność i powtarzalność. Przykładowo, w przemyśle motoryzacyjnym czy lotniczym, gdzie tolerancje wymiarowe są bardzo wąskie, stosowanie trzpieni rozprężnych zapewnia, że elementy obrabiane pozostają w stałej pozycji, co minimalizuje ryzyko błędów. Standardy ISO w zakresie technologii obróbczej podkreślają znaczenie efektywnego i bezpiecznego zamocowania detali, co dodatkowo potwierdza stosowanie trzpieni rozprężnych jako dobrych praktyk w branży.