Kwalifikacja: ROL.08 - Eksploatacja systemów mechatronicznych w rolnictwie
Kategorie: Kombajny i maszyny zbierające ISOBUS i terminale sterujące
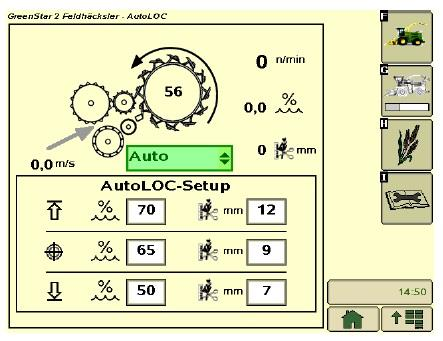
Na ilustracji przedstawiono widok wyświetlacza z wprowadzonymi parametrami do automatycznego ustawiania
Odpowiedzi
Informacja zwrotna
Na tym ekranie terminala pokładowego widoczny jest moduł AutoLOC w sieczkarni polowej, który właśnie służy do automatycznego ustawiania długości sieczki. System analizuje przepływ masy przez zespół podający (prędkość walców, obciążenie bębna, prędkość jazdy) i na tej podstawie koryguje prędkość walców podających względem prędkości bębna tnącego. W praktyce długość sieczki zależy głównie od przełożenia między prędkością obrotową bębna z nożami a prędkością liniową walców podających. Terminal, taki jak GreenStar 2, pozwala operatorowi zadać wartości docelowe dla różnych warunków plonu, a elektronika sama pilnuje, żeby utrzymać stałą, zadeklarowaną długość cięcia, np. 7, 9 czy 12 mm. To jest zgodne z dobrą praktyką w sieczkarniach: równomierna długość sieczki poprawia zagęszczenie kiszonki, ogranicza straty powietrza w silosie i ułatwia pobieranie paszy przez krowy. Moim zdaniem automatyczne sterowanie LOC (Length Of Cut) to jedna z ważniejszych funkcji nowoczesnych sieczkarni – odciąża operatora, stabilizuje jakość paszy i pozwala lepiej wykorzystać moc maszyny. W nowoczesnych systemach często łączy się to z czujnikami plonu i suchej masy, żeby precyzyjnie dopasować długość sieczki do wilgotności i struktury materiału, co jest już takim standardem w większych gospodarstwach i usługach.