Kwalifikacja: ROL.08 - Eksploatacja systemów mechatronicznych w rolnictwie
Kategorie: Diagnostyka, kalibracja i naprawa
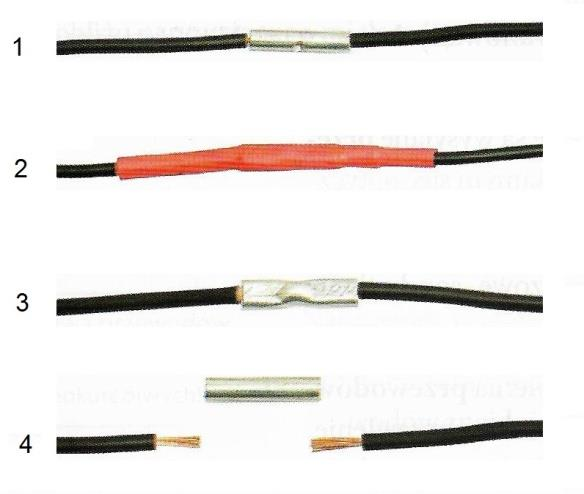
Określ zgodną ze sztuką w zawodzie kolejność wykonania połączenia elektrycznego.
Odpowiedzi
Informacja zwrotna
Prawidłowa kolejność 4 – 1 – 3 – 2 dokładnie odpowiada temu, jak zgodnie ze sztuką wykonuje się połączenie przewodów w tulejce zaciskowej. Najpierw mamy etap pokazany na rysunku 4: przygotowanie przewodów – zdjęcie odpowiedniej długości izolacji, wyrównanie i ewentualne skręcenie żył miedzianych, dobranie właściwej tulejki do przekroju przewodu. To jest kluczowe, bo jeśli przekrój się nie zgadza, to ani docisk, ani rezystancja styku nie będą prawidłowe. Potem etap 1: wsunięcie obu końcówek przewodów do tulejki tak, aby żyły miedziane zachodziły na siebie wewnątrz złączki. W praktyce często kontroluje się to „na oko” i lekkim pociągnięciem, czy przewody dobrze siedzą. Następnie etap 3: zaciskanie tulejki odpowiednim narzędziem – szczypcami lub praską do tulejek. Zgodnie z dobrymi praktykami zawsze używa się narzędzia przeznaczonego do danego typu złączki, a nie kombinerek czy młotka, bo to psuje przekrój i może prowadzić do przegrzewania się połączenia. Na końcu, etap 2: założenie i obkurczenie koszulki termokurczliwej, która zapewnia izolację elektryczną oraz zabezpiecza połączenie przed wilgocią, brudem i uszkodzeniami mechanicznymi. Moim zdaniem właśnie ten ostatni krok jest często lekceważony w praktyce, a to on decyduje, czy połączenie naprawdę będzie trwałe, szczególnie w maszynach rolniczych, gdzie jest wilgoć, wibracje i zmiany temperatury. Taka kolejność jest spójna z zasadami montażu niskonapięciowych instalacji elektrycznych i ogólnymi wytycznymi norm PN‑EN dotyczących połączeń przewodów: najpierw mechanicznie i elektrycznie poprawne zaciśnięcie, a dopiero potem izolacja i zabezpieczenie środowiskowe. W pracy serwisanta czy diagnosty to absolutna podstawa – poprawnie wykonane złącze eliminuje mnóstwo późniejszych „dziwnych” usterek, typu zaniki sygnału z czujników czy losowe błędy sterowników.