Kwalifikacja: ELM.06 - Eksploatacja i programowanie urządzeń i systemów mechatronicznych
Zawód: Technik mechatronik
Kategorie: Programowanie PLC Układy mechatroniczne Pomiary i diagnostyka
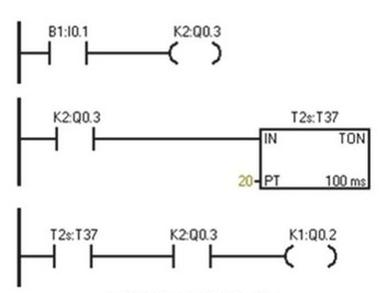
Jaką zmianę należy wprowadzić w zamieszczonym programie na sterownik PLC, aby po 2 s od włączenia sterownika w tryb RUN na wyjściu Q0.2 pojawił się stan wysoki?
Odpowiedzi
Informacja zwrotna
Odpowiedź, która wybiera zmianę styku I0.1 z NO na NC, jest prawidłowa, ponieważ umożliwia to natychmiastowe aktywowanie cewki Q0.3 po włączeniu sterownika w tryb RUN. W kontekście programowania PLC, styk NO (normally open) wymaga aktywacji sygnału, aby umożliwić przepływ prądu, co w tym przypadku oznacza, że cewka Q0.3 nie będzie aktywna do momentu, gdy I0.1 będzie w stanie wysokim. Zmiana na NC (normally closed) sprawi, że cewka Q0.3 stanie się aktywna natychmiastowo, co jest kluczowe dla uruchomienia timera TON od razu po włączeniu systemu. Po 2 sekundach, styk T37 zamknie się, co spowoduje, że na wyjściu Q0.2 pojawi się stan wysoki. Tego rodzaju logika jest używana w automatyce przemysłowej, gdzie czas reakcji i precyzyjne sterowanie są kluczowe. Przykładem zastosowania może być proces kontroli maszyny, która wymaga natychmiastowego uruchomienia stanu operacyjnego po aktywacji systemu. Poprawność działania w takich systemach jest zgodna z dobrymi praktykami w programowaniu PLC, które podkreślają znaczenie dokładnych i spójnych warunków aktywacji.