Kwalifikacja: MOD.10 - Organizacja i prowadzenie procesów wytwarzania obuwia
Zawód: Technik obuwnik
Kategorie: Technologia wytwarzania Pomiary i obliczenia
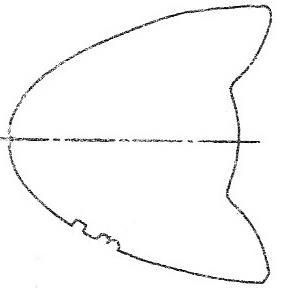
Który numer wielkościowy w numeracji ząbkowej przedstawiony jest na elemencie?
Odpowiedzi
Informacja zwrotna
Numer wielkościowy 26,0 w numeracji ząbkowej odnosi się do bardzo charakterystycznego kształtu i rozmiaru elementu, który wykorzystuje się w przemyśle, np. przy doborze odpowiednich piłek do cięcia lub narzędzi frezujących. W praktyce, prawidłowe rozpoznanie numeru wielkościowego jest kluczowe dla zapewnienia odpowiedniej precyzji obróbki – nie tylko wpływa to na jakość wykonania, ale też na żywotność narzędzi. Numeracja taka jak 26,0 jest szeroko rozpoznawalna w katalogach narzędziowych i dokumentacji technicznej, co bardzo ułatwia komunikację w zespole czy podczas zamawiania części. Moim zdaniem, dobrze jest zautomatyzować proces identyfikacji takich kształtów, ale ręczna znajomość numeracji zawsze się przydaje – zwłaszcza przy nietypowych zleceniach. Warto zapamiętać, że numeracja ząbkowa opiera się na standaryzacji kształtów wg określonych norm (np. PN, DIN), gdzie każdy numer definiuje nie tylko wymiar, ale i profil zęba, jego kąty oraz promienie zaokrągleń. Szczególnie istotne jest to w frezowaniu kół zębatych, gdzie rozmiar zęba musi odpowiadać danemu przeznaczeniu. W codziennej pracy nie raz przekonałem się, że dokładność przy doborze tego numeru oszczędza sporo nerwów i materiału – jeden niewłaściwy wybór i cała partia detali do poprawki. Standard 26,0 występuje zarówno w narzędziach do obróbki ręcznej, jak i CNC, więc ta wiedza przydaje się praktycznie wszędzie!