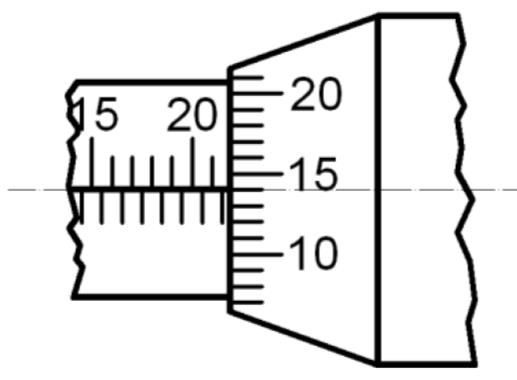
Wskazanie 21,64 mm jest zgodne z zasadą odczytu mikrometru z podziałką 0,01 mm. Na tulei (podziałka liniowa) widoczna jest wartość 21 mm – widać pełne 20 mm oraz jeszcze jedną kreskę milimetrową za dwudziestką. To jest tzw. odczyt z linii głównej. Drugi krok to odczyt z bębenka. Na rysunku kreska odniesienia wypada na działce opisanej jako 64, czyli 64×0,01 mm = 0,64 mm. Sumujemy więc 21,00 mm + 0,64 mm i otrzymujemy 21,64 mm. Moim zdaniem warto zapamiętać prostą zasadę: najpierw patrzysz, ile całych milimetrów wyszło z tulei, dopiero potem dodajesz setne z bębenka. W praktyce warsztatowej taki sposób pomiaru stosuje się przy sprawdzaniu średnicy czopów wału korbowego, sworzni tłokowych, osi kół czy grubości podkładek regulacyjnych – wszędzie tam, gdzie suwmiarka jest za mało dokładna. Dobrą praktyką jest też lekkie „kołysanie” mikrometru na elemencie i korzystanie z zapadki (grzechotki), żeby siła docisku była powtarzalna. W normach warsztatowych przyjmuje się, że dokładny pomiar mikrometrem wykonuje się na czystej, odtłuszczonej powierzchni, a sam przyrząd powinien być skontrolowany na wzorcach (np. płytkach wzorcowych) przynajmniej raz na jakiś czas. Dzięki temu odczyt 21,64 mm nie jest tylko liczbą z obrazka, ale realnym wynikiem, któremu można zaufać przy dopasowywaniu części w silniku czy w układzie napędowym.
W tym zadaniu większość problemów wynika z nieprawidłowego odczytywania skali mikrometru, czyli pomieszania tego, co pokazuje tuleja, z tym, co pokazuje bębenek. Niektóre odpowiedzi są za małe, inne za duże, ale wszystkie wynikają z typowych nawyków: ktoś widzi liczbę 20 i traktuje ją jako jedyny pewny odczyt, ignorując dodatkową kreskę milimetrową, albo odwrotnie – zbyt mocno sugeruje się cyframi na bębenku, próbując z nich „zrobić” część całkowitą wyniku. W mikrometrze tuleja zawsze podaje pełne milimetry (czasem też połówki milimetra, jeśli jest podziałka 0,5 mm), a bębenek tylko ułamki milimetra, najczęściej setne. Jeżeli więc ktoś odczyta 20,34 mm, to z reguły wziął 20 mm z tulei i 0,34 mm z bębenka, ale pominął fakt, że wysunięty jest jeszcze jeden pełny milimetr – na rysunku widać przecież 21 mm, nie 20. Z kolei wyniki typu 21,14 mm powstają zwykle wtedy, gdy ktoś dobrze policzy milimetry na tulei, ale pomyli kreskę odniesienia na bębenku i zamiast 64 działek przyjmie np. 14, bo akurat tam bardziej „wpada w oko” zarys linii. Takie przeoczenia w realnym warsztacie prowadzą do złego dobrania panewek, pierścieni tłokowych albo łożysk, bo różnica kilku dziesiątych milimetra przy pasowaniach jest już krytyczna. Zdarza się też, że uczeń dodaje do 20 mm odczyt z bębenka w okolicach 1,14 mm, co daje wynik rzędu 21,14 lub 22,14 mm, ale to jest mylenie rzędu wielkości – bębenek nie mierzy milimetrów, tylko części milimetra. Dobra praktyka jest taka: najpierw spokojnie ustalasz, do której kreski milimetrowej na tulei doszedł brzeg bębenka i zapisujesz tę wartość, dopiero potem patrzysz, która kreska na bębenku dokładnie pokrywa się z kreską odniesienia. I dopiero suma tych dwóch wartości daje prawidłowy wymiar. W diagnostyce i naprawie pojazdów, szczególnie przy silnikach i układzie napędowym, takie drobne pomyłki odczytu mogą skończyć się głośną pracą, zatarciem lub po prostu reklamacją naprawy, więc warto wyrobić w sobie nawyk bardzo świadomego czytania skali mikrometru.