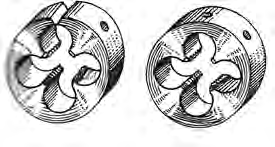
Na rysunku pokazane jest narzynka, czyli okrągłe narzędzie skrawające przeznaczone do wykonywania gwintów zewnętrznych na wałkach, śrubach, prętach itp. Charakterystyczne są otwory w kształcie „łopatek” – to przestrzenie wiórowe oraz otwory regulacyjne, a na obwodzie widoczny jest właściwy profil gwintu. Narzynkę mocuje się w oprawce (pokrywie do narzynek) i prowadzi wzdłuż wcześniej przygotowanego, sfazowanego pręta, zgodnie z kierunkiem gwintu. W praktyce warsztatowej przed gwintowaniem wałek powinien mieć odpowiednio dobraną średnicę pod gwint, zwykle minimalnie mniejszą od średnicy nominalnej, zgodnie z tablicami warsztatowymi i normami PN/ISO, żeby uzyskać prawidłowy luz i tolerancję pasowania. Podczas pracy stosuje się olej do gwintowania lub inną ciecz obróbkową, żeby zmniejszyć tarcie i poprawić jakość powierzchni gwintu. Z mojego doświadczenia, jeśli dobrze naostrzona narzynka idzie „ciężko”, to najczęściej średnica pręta jest za duża albo materiał jest za twardy i wymaga wcześniejszego przygotowania. W motoryzacji zewnętrzne gwinty wykonuje się np. na śrubach mocujących, prętach regulacyjnych, elementach dorabianych przy naprawach nietypowych mocowań. Dobrą praktyką jest też wykonywanie gwintu stopniowo (najpierw narzynką nastawną „na lekko”, potem na wymiar), co zmniejsza ryzyko ukręcenia elementu i poprawia powtarzalność wymiarową.
Na rysunku widoczna jest klasyczna narzynka, czyli narzędzie do nacinania gwintów zewnętrznych, a nie do obróbki wewnętrznej ani do prac czyszczących. Łatwo tu o pomyłkę, bo w wielu narzędziach warsztatowych otwory i rowki wyglądają podobnie, ale pełnią zupełnie inne funkcje. Elementy kształtowe wykonywane metodą przeciągania powstają przy użyciu przeciągaczy, które mają długi korpus z szeregiem stopniowo rosnących zębów skrawających. Przeciągacz ciągnie się przez otwór lub po powierzchni, a każdy kolejny ząb zbiera niewielką warstwę materiału. Narzynka jest krótka, okrągła i ma profil gwintu w środku, więc konstrukcyjnie nie nadaje się do typowego przeciągania kształtowego. Funkcja oczyszczania świec zapłonowych również bywa myląca, bo kiedyś stosowano różne drobne pilniki, skrobaki czy piaskarki do czyszczenia elektrod. Takie przyrządy mają jednak zupełnie inną geometrię, zwykle są podłużne, z drobnym nacięciem lub ziarnem ściernym, a nie z wyraźnym profilem gwintu w środku. Do świec stosuje się też gwintowniki do poprawiania gwintu w głowicy lub na samej świecy, ale to znowu inne narzędzie. Gwinty wewnętrzne wykonuje się gwintownikami – mają one kształt pręta z rowkami wiórowymi i wyprowadzoną częścią wstępną, którą wprowadza się w nawiercony otwór. Narzynka pracuje z zewnątrz na pręcie, a gwintownik od środka otworu, co jest podstawową różnicą konstrukcyjną i funkcjonalną. Typowym błędem myślowym jest utożsamianie każdego „zębatego” narzędzia z gwintownikiem albo ogólnie z narzędziem do gwintów wewnętrznych. W praktyce warsztatowej rozróżnienie jest kluczowe: narzynka = gwint zewnętrzny, gwintownik = gwint wewnętrzny. Jeśli ma się to w głowie poukładane, łatwiej dobrać właściwe narzędzie do konkretnej operacji i uniknąć uszkodzenia części czy zepsucia gwintu.