Organizacja i prowadzenie pro…
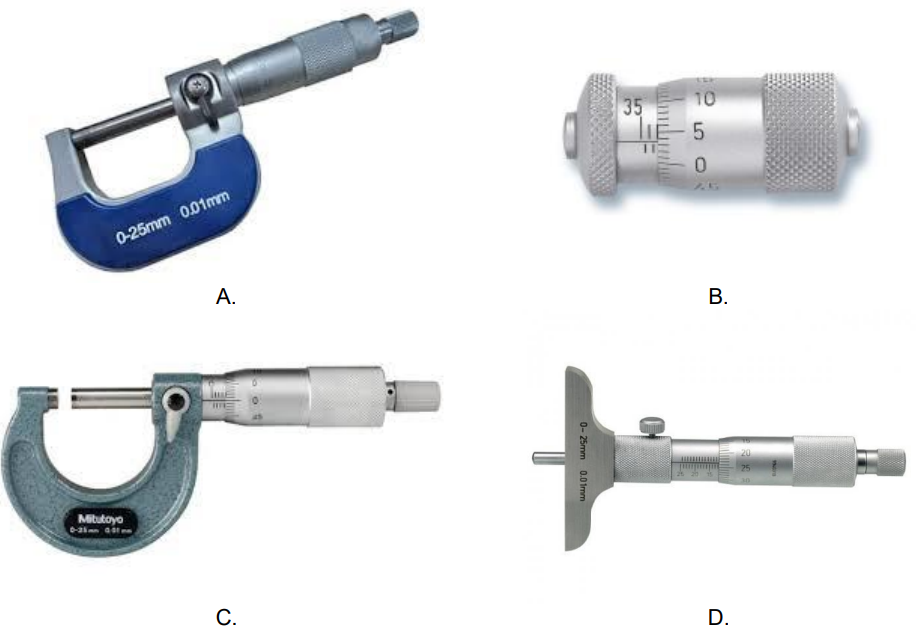
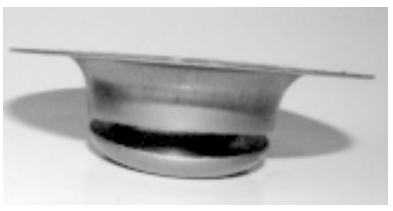
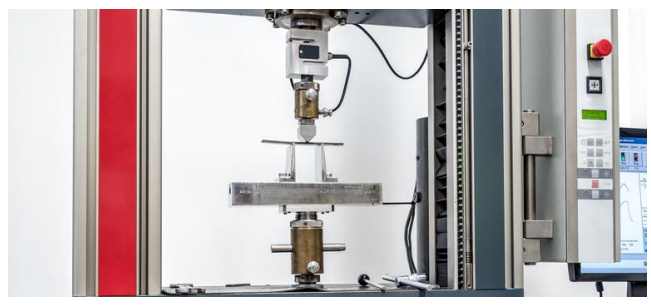
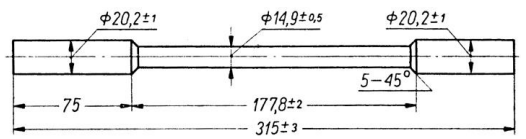
Na ilustracji przedstawiono określenie właściwości materiału za pomocą

A. technologicznej próby spęczania.
B. statycznej próby skręcania.
C. statycznej próby zginania.
D. technologicznej próby przeginania.

| Parametr | Jednostka miary | Wartość |
|---|---|---|
| Masa ciekłego kamienia miedziowego | Mg/cykl | 147 |
| Czas świeżenia | ||
| − I okres | min | 90÷120 |
| − II okres | min | 230÷260 |
| Średnie natężenie przepływu powietrza procesowego | ||
| − I okres | Nm3/godz. | 30 000 |
| − II okres | Nm3/godz. | 22 000 |
| Stężenie SO2 za konwertorem | ||
| − I okres | % obj. | 6÷8 |
| − II okres | % obj. | 11÷13 |
| Zapylenie gazów | ||
| − I okres | g/Nm3 | 30÷35 |
| − II okres | g/Nm3 | 15÷20 |
| Masa miedzi konwertorowej | Mg/cykl | 90 |
| Parametr | Jednostka | Min. | Max. | Typowa |
|---|---|---|---|---|
| Wielkość nadawy koncentratu | Mg/h | 40 | 120 | 80÷112 |
| Sposób rozłożenia strumienia koncentratu na poszczególne palniki | Mg/h | 10 | 30 | 20÷28 |
| Wielkość nadawy pyłów zwrotnych | Mg/h | 0 | 16 | 9-14 |
| Wielkość nadawy produktu z IOS | Mg/h | 0 | 8 | 1÷4,5 |
| Wielkość nadawy odsiewów kamienia wapiennego | Mg/h | 0 | 4 | 1÷2 |
| Stopień przetlenienia koncentratu | Nm³/Mg | 220 | 290 | 250÷275 |
| Zawartość tlenu w dmuchu technologicznym | % | 70 | 85 | 76÷82 |
| Ilość oleju spalanego w szybie reakcyjnym | l/h | 80 | 1000 | 80÷200 |
| Temperatura podgrzania dmuchu technologicznego | °C | 20 | 220 | 100÷150 |
| Przepływ powietrza do aeracji | Nm³/h | 150 | 300 | 160÷200 |
| Wielkość strumienia dmuchu zimnego powietrza do odstojnika | Nm³/h | 0 | 10000 | 2000÷5000 |
| Proszek | Nacisk, MPa |
|---|---|
| Aluminium | 70÷275 |
| Mosiądzu | 400÷700 |
| Brązu | 200÷275 |
| Żelaza | 350÷800 |
| Tantalu | 70÷140 |
| Wolframu | 70÷140 |
| Tlenku aluminium | 110÷140 |
| Węgla | 140÷165 |
| Namiery materiałów wsadowych do wytopu 1 Mg żeliwa EN-GJL350 | |||||
|---|---|---|---|---|---|
| Materiał wsadowy | Numer wytopu | ||||
| 1 | 2 | 3 | 4 | 5 | |
| Surówka, kg | 710 | 700 | 705 | 700 | 695 |
| Złom stalowy, kg | 240 | 250 | 245 | 245 | 255 |
| Fe – Si, kg | 18 | 20 | 19 | 21 | 20 |
| Fe – Mn, kg | 10 | 11 | 9 | 11 | 9 |
| Modyfikator, kg | 11 | 11 | 10 | 9 | 10 |
| Nawęglacz, kg | 8 | 10 | 9 | 11 | 10 |

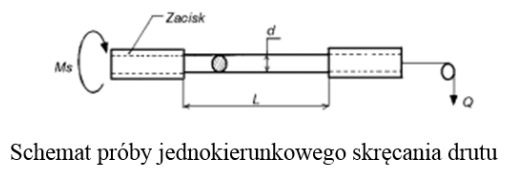
| Odległość L między zaciskami w zależności od średnicy d próbki (drutu). | |
|---|---|
| Średnica nominalna d [mm] | Odległość między zaciskami (nominalna) |
| 0,3 ≤ d < 1 | 200 d |
| 1 ≤ d < 5 | 100 d1) |
| 5 ≤ d | 50 d2) |
| 1) Odległość 50 d może być stos. za spec. zgodą, gdy maszyna nie pozwala na zastos. długości równej 100 d 2) Odległość 30 d może być stos. za spec. zgodą, gdy maszyna nie pozwala na zastos. długości równej 50 d | |
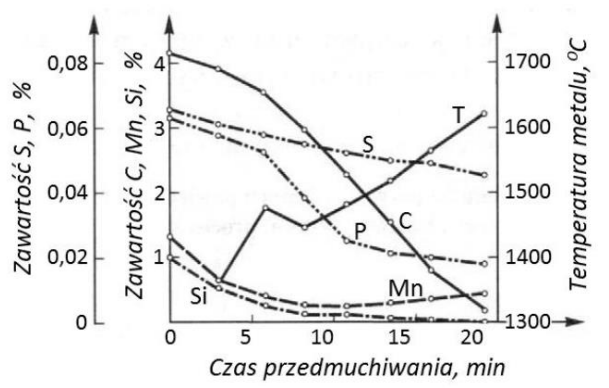
| Surówka, skład chemiczny | C | Si | P | S |
| Przed odsiarczaniem | 4,4% | 0,45% | 0,08% | 0,04% |
| Po odsiarczaniu | 4,4% | 0,45% | 0,08% | 0,01% |
| Parametr | Wartość | |||
|---|---|---|---|---|
| Zużycie środka odsiarczającego | 90 kg/min | |||
| Jednostkowe zużycie środka | 3 kg/t surówki | |||
| Czas odsiarczania | 15 min | |||
| Etap procesu konwertorowania | Natężenie przepływu powietrza, Nm3/h |
|---|---|
| Załadunek wsadu | - |
| I okres konwertorowania | 30 000 |
| Zlewanie żużla | 15 000 |
| II okres konwertorowania | 22 000 |
| Zlewanie żużla tlenkowego | 5 000 |
| Zlewanie miedzi blister | - |
| Etap procesu konwertorowania | Natężenie przepływu powietrza, Nm³/h |
|---|---|
| Załadunek wsadu | - |
| I okres konwertorowania | 30 000 |
| Zlewanie żużla | 15 000 |
| II okres konwertorowania | 22 000 |
| Zlewanie żużla tlenkowego | 5 000 |
| Zlewanie miedzi blister | - |