Kwalifikacja: MTL.05 - Organizacja i prowadzenie procesów metalurgicznych
Kategorie: Procesy metalurgiczne Obróbka cieplna i plastyczna
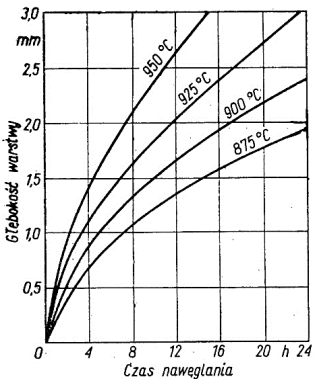
Na podstawie wykresu określ czas nawęglania stali niestopowej w temperaturze 900°C, aby uzyskać warstwę nawęgloną o głębokości 1,5 mm.
Odpowiedzi
Informacja zwrotna
Wybierając czas nawęglania około 10 godzin dla uzyskania warstwy nawęglonej o głębokości 1,5 mm w temperaturze 900°C, zastosowano zasadę analizy wykresów procesów cieplnych, co jest bardzo praktyczne w codziennej pracy technika czy inżyniera. Z wykresu jasno wynika, że przy 900°C krzywa dla tej temperatury przecina poziom 1,5 mm właśnie w okolicach 10 godzin. Takie podejście jest zgodne z normami dotyczącymi nawęglania, gdzie kluczowe jest precyzyjne dobranie czasu i temperatury, by uniknąć przegrzania powierzchni lub zbyt płytkiej warstwy. W praktyce przemysłowej, np. w produkcji kół zębatych czy wałów, dokładne określenie tych parametrów ma duże znaczenie dla późniejszej trwałości i odporności na ścieranie. Moim zdaniem warto pamiętać, że zbyt długie nawęglanie może prowadzić do niepotrzebnych strat energii, a zbyt krótkie – do niewystarczającej twardości powierzchni. Warto też znać zasadę, że głębokość warstwy nawęglonej rośnie proporcjonalnie do pierwiastka kwadratowego z czasu – to tłumaczy, czemu na początku proces przebiega szybko, a potem zwalnia. Takie wykresy znaleźć można w niemal każdej literaturze branżowej, np. PN-EN ISO 2639 dotyczącej twardości warstwy nawęglonej. Z mojego doświadczenia wynika, że umiejętność czytania tego typu diagramów znacznie ułatwia planowanie obróbki cieplnej stali, zwłaszcza w produkcji seryjnej.