Kwalifikacja: GIW.05 - Obsługa maszyn i urządzeń do przeróbki mechanicznej kopalin
Kategorie: Maszyny i urządzenia Procesy przeróbcze Parametry i obliczenia
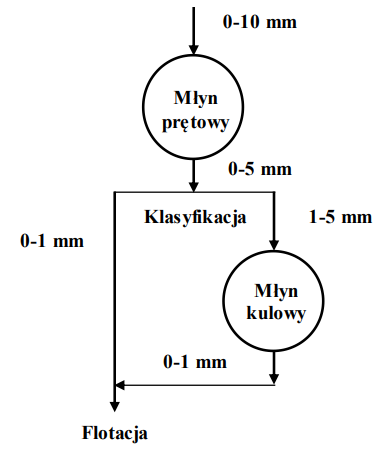
Ile wynosi uziarnienie nadawy do mielenia w młynie kulowym na drugim stopniu mielenia w procesie przedstawionym na schemacie?
Odpowiedzi
Informacja zwrotna
Wybranie zakresu 1–5 mm jako uziarnienia nadawy do mielenia w młynie kulowym na drugim stopniu jest zgodne z praktyką przemysłową i logiką procesu przedstawionego na schemacie. W procesach wielostopniowego rozdrabniania, po zastosowaniu młyna prętowego, materiał jest zwykle klasyfikowany, a frakcja 1–5 mm trafia do młyna kulowego, gdzie następuje dalsze rozdrobnienie. To jest bardzo typowa konfiguracja dla zakładów przeróbczych, gdzie zależy nam na uzyskaniu odpowiedniej granulacji do kolejnego etapu, często flotacji. Takie podejście pozwala na efektywne wykorzystanie energii oraz zapobiega nadmiernemu zużyciu kul i wyłożenia młyna, bo zbyt drobny materiał niepotrzebnie trafiałby do młyna kulowego, podnosząc koszty. Z mojego doświadczenia wynika, że często w praktyce inżynierskiej zwraca się uwagę na optymalizację tego podziału – jeżeli podamy nadawę o uziarnieniu za dużym, młyn kulowy nie poradzi sobie efektywnie, natomiast zbyt drobny materiał to marnotrawstwo energii. To jest zgodne ze standardami branżowymi – normy i zasady projektowania układów mielenia zawsze zakładają klasyfikowanie i kierowanie właściwej frakcji do odpowiedniego młyna, żeby uzyskać jednolitą granulację pod kolejne operacje, np. flotację.