Kwalifikacja: GIW.05 - Obsługa maszyn i urządzeń do przeróbki mechanicznej kopalin
Kategorie: Procesy przeróbcze Chemia procesów
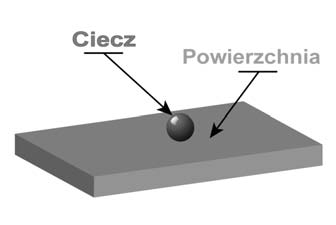
Jakiego rodzaju powierzchnię ilustruje rysunek?
Odpowiedzi
Informacja zwrotna
To właśnie jest przykład powierzchni niezwilżanej, czyli takiej, na której ciecz – najczęściej woda – tworzy wyraźną kroplę, zamiast się rozlewać i przylegać do podłoża. Moim zdaniem rozróżnienie tego typu zachowania jest szalenie ważne w procesach technologicznych, zwłaszcza przy przeróbce surowców czy podczas projektowania urządzeń flotacyjnych. Jeśli powierzchnia jest niezwilżana, oznacza to, że kąt zwilżania jest duży, często powyżej 90 stopni – to widać po okrągłym kształcie kropli. W praktyce oznacza to, że np. powierzchnia została pokryta warstwą hydrofobową albo sama z siebie ma właściwości odpychające wodę, jak teflon, niektóre minerały siarczkowe lub np. dobrze przygotowany węgiel przed procesem flotacji. To jest zgodne z normami branżowymi, gdzie zwilżalność przy ocenie własności powierzchni jest kluczowym kryterium. Z mojego doświadczenia wynika, że prawidłowa identyfikacja niezwilżanych powierzchni pozwala uniknąć wielu błędów w projektowaniu procesów, bo np. dobór odczynników flotacyjnych musi uwzględniać tę cechę. Nawet drobiazgowa obserwacja takiej kropli może pomóc w szybkim rozpoznaniu, czy materiał będzie się dobrze separował w wodzie, czy raczej będzie wymagał dodatkowych środków powierzchniowo czynnych. Często w praktyce pomija się ten etap, a szkoda, bo konsekwencje mogą być kosztowne.