Kwalifikacja: GIW.05 - Obsługa maszyn i urządzeń do przeróbki mechanicznej kopalin
Kategorie: Maszyny i urządzenia Procesy przeróbcze
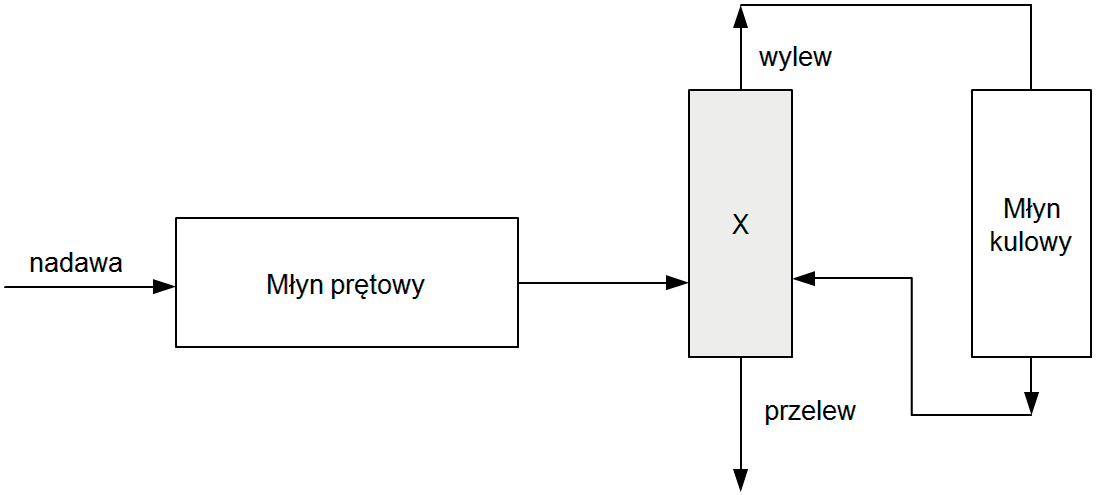
Na rysunku przedstawiającym typowy układ mielenia i klasyfikacji znakiem X oznaczono
Odpowiedzi
Informacja zwrotna
Na tym schemacie pozycja oznaczona literą X odpowiada klasyfikatorowi zwojowemu, co jest bardzo typowym rozwiązaniem w układach przeróbki mechanicznej kopalin. Klasyfikatory zwojowe stosuje się właśnie do rozdzielania produktów rozdrabniania na frakcje drobniejsze i grubsze – drobniejsze (przelew) są odprowadzane jako gotowy produkt lub kierowane do kolejnych etapów, a grubsze (wylew) zwykle zawracane do dalszego mielenia, na przykład do młyna kulowego. To rozwiązanie pozwala na znaczne zwiększenie efektywności mielenia, bo nie marnuje się energii na niepotrzebne rozdrabnianie już drobnych ziaren – cały czas wraca tylko to, co wymaga dalszego rozdrobnienia. W praktyce, dobrze ustawiony klasyfikator zwojowy to podstawa prawidłowej pracy układu, a jego regulacja (np. wysokość ustawienia zwoju, prędkość obrotowa) ma bardzo duży wpływ na jakość procesu. Moim zdaniem, bez zrozumienia, jak działa klasyfikator zwojowy, trudno w ogóle ogarnąć, jak się projektuje i prowadzi układy mielenia i klasyfikacji w zakładach przeróbczych. Warto wiedzieć, że klasyfikatory są stosowane nie tylko przy mieleniach mokrych, ale też w niektórych suchych procesach, choć tam częściej spotyka się inne rozwiązania. Ogólnie – klasyfikacja zwojowa to taki klasyk branżowy, który po prostu trzeba znać.