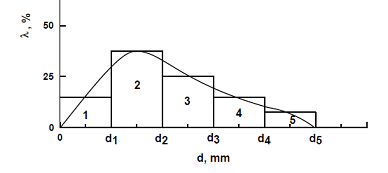
To właśnie jest histogram składu ziarnowego – taki wykres najczęściej spotyka się w laboratoriach i na wydziałach przeróbki mechanicznej kopalin. Pokazuje on procentowy udział poszczególnych frakcji ziarnowych w badanej próbie, co pozwala szybko ocenić, jak rozkłada się uziarnienie materiału sypkiego. Wysokość każdego słupka odpowiada zawartości procentowej danego zakresu rozmiarów ziaren – bardzo praktyczne, gdy trzeba dobrać parametry przesiewaczy czy innego sprzętu do konkretnej frakcji. Moim zdaniem umiejętność czytania takiego histogramu to podstawa przy rozważaniu wydajności procesu przesiewania lub doborze sit. W branży uznaje się to za standard – to najprostszy i najczytelniejszy sposób prezentacji rozkładu ziaren, gdy chcemy szybko oszacować, na które frakcje warto zwrócić uwagę. Co ciekawe, histogramy pozwalają też na łatwe porównanie wyników między różnymi partiami materiału albo ocenić skuteczność danej operacji rozdrabniania. Gdybym miał polecić coś początkującym, to właśnie ćwiczenie analizy takich wykresów – potem już intuicyjnie rozumiesz, gdzie jest problem w procesie. W praktyce wielu operatorów, zanim zajrzy w tabele, patrzy najpierw na histogram – bo od razu widać, jak rozłożyły się ziarna i czy rozdrabnianie albo przesiewanie przebiegło zgodnie z założeniami technologicznymi.
Ten wykres nie przedstawia krzywej skumulowanej składu ziarnowego, bo tam zamiast słupków obserwuje się linię rosnącą – taka krzywa pokazuje procentowy udział wszystkich ziaren mniejszych od danego rozmiaru, czyli sumuje kolejne frakcje, a nie pokazuje, ile realnie jest każdej z nich z osobna. W praktyce pojawia się często mylenie histogramu z wykresem skumulowanym, szczególnie gdy ktoś dopiero zaczyna przygodę z analizą uziarnienia – oba typy wykresów mają wspólną oś wielkości ziaren, ale służą zupełnie innym celom. Rozdział rzeczywista skumulowana to już inna bajka – tam analizuje się, ile materiału przeszło przez określony etap przeróbki (na przykład przez przesiewacz lub hydrocyklon), najczęściej w kontekście całkowitej efektywności procesu, a nie tylko surowego rozkładu uziarnienia. Z kolei rozdział dla procesu idealnego dotyczy sytuacji modelowej, gdzie założona jest stuprocentowa skuteczność rozdzielania na zadanej granicy – to nierealny przypadek, używany raczej w teorii czy do porównań laboratoryjnych, ale nie w analizach rzeczywistych prób materiałowych. Z mojego doświadczenia najwięcej nieporozumień bierze się z nieumiejętności rozróżnienia tych typów wykresów – a prawidłowa identyfikacja jest kluczowa przy ocenie pracy maszyn, planowaniu parametrów procesu i interpretacji raportów technologicznych. Jeżeli myli się histogram ze skumulowaną, można popełnić poważny błąd przy prognozowaniu wydajności przesiewania albo rozdrabniania. Dobrze jest zawsze zwracać uwagę na to, czy wykres pokazuje pojedyncze frakcje, czy sumuje je narastająco, oraz czy opisuje stan po konkretnym etapie procesu czy też odnosi się do założeń modelowych. Poznanie tej różnicy procentowo poprawia skuteczność analizy danych technologicznych i pozwala uniknąć kosztownych pomyłek.