Kwalifikacja: GIW.05 - Obsługa maszyn i urządzeń do przeróbki mechanicznej kopalin
Kategorie: Procesy przeróbcze Parametry i obliczenia
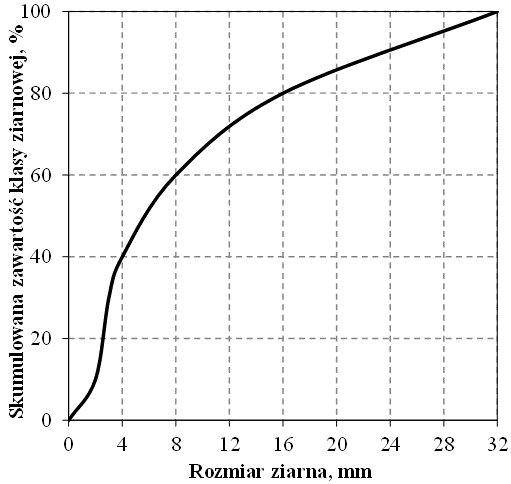
Na rysunku przedstawiono krzywą składu ziarnowego nadawy do procesu wzbogacania. Ile wynosi D80 tej próbki?
Odpowiedzi
Informacja zwrotna
D80 tej próbki wynosi 16 mm, bo właśnie przy tej wartości na osi poziomej wykresu krzywa przesiewu przecina poziom 80% zawartości skumulowanej. W praktyce D80 to taki rozmiar ziarna, poniżej którego znajduje się 80% masy całej próbki. To bardzo ważny parametr przy planowaniu procesów rozdrabniania, przesiewania czy wzbogacania – pozwala przewidzieć, jak przebiega rozkład uziarnienia, a co za tym idzie, dobrać odpowiednie maszyny i ustalić optymalne parametry pracy. Na przykład, w kopalniach czy zakładach przeróbczych stosuje się często klasyfikację według wartości D80, by określić skuteczność rozdrabniania lub przesiewania i decydować o ewentualnym powrocie nadziarna do dalszego rozdrabniania. Moim zdaniem, jeśli na co dzień pracuje się z technologią przeróbki surowców, takie wykresy i wyznaczanie D80 to podstawa – to się po prostu przydaje w praktyce i pozwala lepiej zrozumieć, co się dzieje z materiałem na poszczególnych etapach produkcji. Warto zauważyć, że norma PN-EN 933-1 podkreśla istotę prawidłowej interpretacji krzywych uziarnienia – bez tego trudno mówić o profesjonalnej kontroli procesu.