Kwalifikacja: GIW.11 - Organizacja procesu przeróbki kopalin stałych
Kategorie: Maszyny i urządzenia Procesy przeróbcze
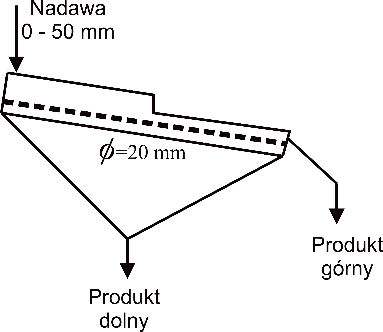
Jakie uziarnienie będą miały produkty procesu przesiewania przedstawionego na rysunku?
Odpowiedzi
Informacja zwrotna
W procesie przesiewania, jaki został pokazany na rysunku, wszystko opiera się na wielkości oczek sita, która w tym przypadku wynosi 20 mm. Takie sito rozdziela nadawę (tu 0–50 mm) na dwa produkty o bardzo precyzyjnie określonych frakcjach ziarnowych. Z materiału podawanego na sito, wszystko co jest mniejsze lub równe 20 mm, przechodzi przez oczka i trafia jako produkt dolny – i to jest klasyczna frakcja 0–20 mm. Natomiast ziarna większe od 20 mm, które nie przechodzą przez sito, zostają odprowadzone jako produkt górny, czyli frakcja 20–50 mm. To rozwiązanie jest typowe w przeróbce kopalin stałych i zgodne z normami branżowymi, bo pozwala szybko uzyskać klasy ziarnowe wymagane w dalszych procesach technologicznych. Dobrze dobrane sito gwarantuje powtarzalność i przewidywalność procesu – a to podstawa w przemyśle wydobywczym. Moim zdaniem, znajomość takich procesów i umiejętność czytania schematów przesiewania naprawdę dużo daje w praktyce: np. podczas rozruchu instalacji, czy przy rozwiązywaniu problemów technologicznych. Zwróć uwagę, że taka separacja według wielkości to nie tylko teoria – w każdym zakładzie przesiewacze są kluczowym elementem ciągu technologicznego i często to właśnie od ich prawidłowej pracy zależy jakość całej produkcji. Warto jeszcze wiedzieć, że w praktyce dobór sita (zarówno pod względem średnicy oczek, jak i konstrukcji) dostosowuje się do charakterystyki nadawy oraz wymagań końcowych. Takie podejście minimalizuje straty materiałowe i pozwala na optymalne wykorzystanie surowca.