Kwalifikacja: GIW.11 - Organizacja procesu przeróbki kopalin stałych
Kategorie: Maszyny i urządzenia Procesy przeróbcze Parametry technologiczne i obliczenia
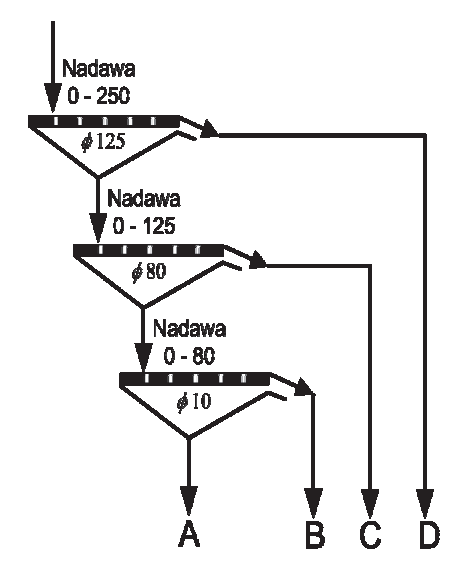
Które klasy ziarnowe otrzymano w wyniku wielokrotnego procesu przesiewania, którego schemat przedstawiono na rysunku?
Odpowiedzi
Informacja zwrotna
Prawidłowa odpowiedź wynika z analizy schematu przesiewania. Każdy przesiewacz oddziela ziarna powyżej i poniżej określonej średnicy. Pierwszy przesiewacz z sitem o oczku 125 mm oddziela frakcję >125 mm (tu nie ma, bo nadawa 0-250 mm), a wszystko poniżej 125 mm przechodzi dalej. Następnie na sicie 80 mm odseparowana zostaje frakcja 80–125 mm, natomiast drobniejsze idą na kolejne sito. Trzeci przesiewacz ma sito 10 mm – tu wyłapuje się ziarna 10–80 mm, a najdrobniejsza frakcja <10 mm trafia do zbiornika A. Ostatecznie powstają cztery klasy: A to 0–10 mm (najdrobniejsze), B to 10–80 mm, C to 80–125 mm, a D to 125–250 mm (najgrubsza, zatrzymana na pierwszym sicie). Takie podejście pozwala bardzo precyzyjnie rozdzielić materiał na frakcje o określonych zakresach ziarnowych, co jest standardową praktyką w przygotowaniu surowców do dalszej przeróbki mechanicznej czy wzbogacania. Z mojego doświadczenia takie sortowanie ułatwia optymalizację procesów mielenia i przesiewania na kolejnych etapach produkcji, bo każda klasa może być skierowana do innego urządzenia lub procesu. To typowy przykład zastosowania klasyfikacji mechanicznej, bez której trudno sobie wyobrazić nowoczesny zakład przeróbczy. Warto pamiętać, że dobór sit i kolejność przesiewania bezpośrednio wpływają na efektywność całego procesu i minimalizację strat materiałowych. Technologia taka jest szeroko stosowana np. w przemyśle kruszyw, cementowniach czy przy wzbogacaniu węgla i innych kopalin stałych. Precyzyjna klasyfikacja granulometryczna umożliwia nie tylko uzyskanie odpowiednich parametrów technicznych produktów, ale też obniżenie kosztów eksploatacyjnych i poprawę wydajności urządzeń.