Kwalifikacja: GIW.11 - Organizacja procesu przeróbki kopalin stałych
Kategorie: Maszyny i urządzenia Procesy przeróbcze Parametry technologiczne i obliczenia
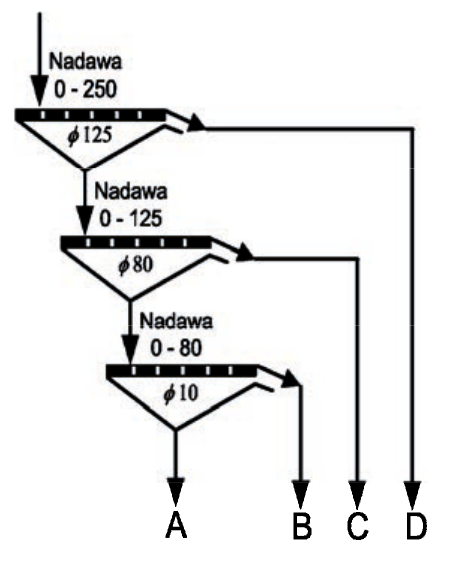
Które klasy ziarnowe otrzymano w wyniku wielokrotnego procesu przesiewania, którego schemat przedstawiono na rysunku?
Odpowiedzi
Informacja zwrotna
Podany podział na klasy ziarnowe: A: 0–10, B: 10–80, C: 80–125, D: 125–250 wynika bezpośrednio z analizy schematu przesiewania. Na każdym kolejnym sicie oddzielane są frakcje o określonym zakresie ziarnowym, co pozwala na uzyskanie precyzyjnie wydzielonych klas. Sito o oczku 125 mm oddziela największe ziarna (D: 125–250), kolejne sito 80 mm wydziela frakcję 80–125, a potem sito 10 mm wyodrębnia najdrobniejsze ziarna (A: 0–10) oraz średnią klasę (B: 10–80). Taki układ przesiewania jest typowy dla procesów klasyfikacji w przeróbce kopalin stałych, gdzie kluczowe jest osiągnięcie równomiernych frakcji dla dalszych operacji technologicznych, jak wzbogacanie czy suszenie. Moim zdaniem, ta metoda sprawdza się najlepiej w praktyce, bo ogranicza ryzyko wymieszania się nadziarna z podziarnem i pozwala optymalnie wykorzystać sprzęt. Typowy błąd to nieuwzględnienie, że każda frakcja wychodząca z sita jest ograniczona przez zakresy oczek przesiewających – nie można więc otrzymać frakcji np. 0–125 lub 0–250, jeżeli pośrednie sita wydzielają inne zakresy. W praktyce takie podejście pozwala lepiej kontrolować jakość produktu i dostosować parametry procesu do wymagań odbiorcy. Często spotyka się ten model w zakładach przeróbczych, więc warto dobrze zrozumieć zasadę jego działania.