Kwalifikacja: GIW.11 - Organizacja procesu przeróbki kopalin stałych
Kategorie: Procesy przeróbcze Parametry technologiczne i obliczenia Próbkowanie i analiza
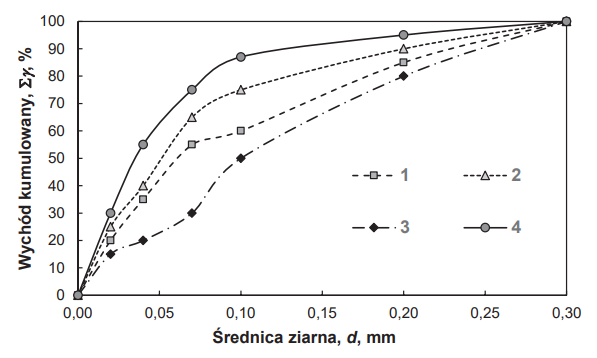
Na rysunku przedstawiono krzywe składu ziarnowego rudy miedzi. Wiedząc, że nadawa do procesu flotacji wstępnej musi zawierać 80% ziarn poniżej 0,1 mm, wskaż, która nadawa spełnia to kryterium.
Odpowiedzi
Informacja zwrotna
Odpowiedź nr 4 jest prawidłowa, bo tylko ta nadawa spełnia warunek, że minimum 80% ziarn ma poniżej 0,1 mm średnicy. Na wykresie widać wyraźnie, że krzywa oznaczona jako 4 przecina poziom 80% dokładnie przy wartości 0,1 mm albo nawet ciut wcześniej, co oznacza, że spełniamy technologiczne wymaganie do flotacji wstępnej. W praktyce to jest bardzo istotne, bo jeżeli nadawa nie będzie odpowiednio rozdrobniona, to flotacja nie będzie efektywna – duże ziarna będą spadać do odpadów, a razem z nimi wartościowa miedź. Branżowe standardy, np. w KGHM czy innych dużych zakładach przeróbczych, bardzo rygorystycznie podchodzą do kontroli składu ziarnowego. Moim zdaniem, często się o tym zapomina na etapie produkcji i potem są straty na wydobyciu. Warto też pamiętać, że dobór parametrów rozdrabniania pod wymagania flotacji to kluczowy etap i każda „optymalizacja” na przesiewaniu wpływa potem na wydajność procesu. W codziennej pracy dobrze jest kontrolować nie tylko samo 80%, ale i rozkład całej frakcji poniżej 0,1 mm, bo zbyt duża ilość najdrobniejszych ziarn może z kolei pogorszyć selektywność flotacji. To tak naprawdę kompromis pomiędzy rozdrabnianiem a kosztami energetycznymi. Z doświadczenia wiem, że operatorzy często właśnie przez analizę takich wykresów szybciej wyłapują nieprawidłowości niż przez same tabele z laboratoryjnych analiz.