Kwalifikacja: INF.05 - Montaż i eksploatacja instalacji wewnątrzbudynkowych telewizji satelitarnej, kablowej i naziemnej
Kategorie: Elementy instalacji Montaż i podłączenia
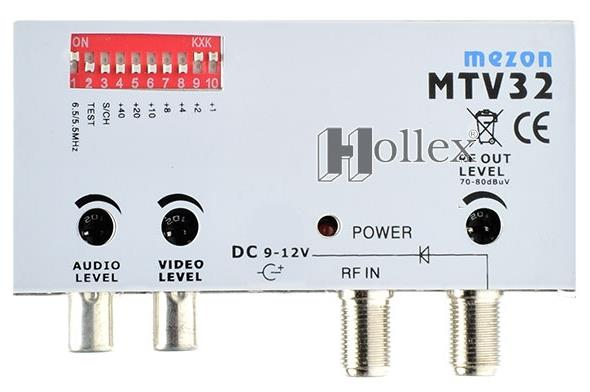
Przedstawiony element to
Odpowiedzi
Informacja zwrotna
Przedstawione urządzenie to klasyczny modulator RF, co widać już po samych złączach i opisach na obudowie: wejścia AUDIO i VIDEO (najczęściej CINCH) oraz wyjście RF oznaczone jako RF OUT/LEVEL. Modulator RF zamienia sygnał baseband – czyli osobno sygnał wideo kompozytowy i audio – na sygnał wysokiej częstotliwości w paśmie telewizyjnym, zgodnie z wybranym kanałem. Innymi słowy, z sygnału np. z kamery CCTV, odtwarzacza DVD czy tunera SAT robi „sztuczny kanał TV”, który można puścić po zwykłym kablu koncentrycznym do wielu odbiorników. To jest typowe rozwiązanie w małych hotelach, pensjonatach, instalacjach monitoringu analogowego, a także w starszych systemach zbiorczych RTV-SAT. Z mojego doświadczenia, charakterystyczne dla modulatora są: regulacja poziomu AUDIO LEVEL i VIDEO LEVEL, przełączniki lub potencjometry do ustawiania kanału pracy (tu DIP‑switch do wyboru kanału w zakresie 70–80 dBµV na wyjściu) oraz zasilanie w okolicach 9–12 V DC. Dobre praktyki instalatorskie mówią, żeby poziom wyjściowy modulatora dobrać do reszty instalacji zgodnie z normami EN 50083, tak aby nie przesterować wzmacniaczy ani wejść tunerów TV. W nowocześniejszych systemach stosuje się też modulatory DVB-T lub DVB-C, ale zasada jest podobna: wejściowy sygnał A/V jest kodowany i modulowany na częstotliwość radiową. W przeciwieństwie do filtrów czy rozgałęźników, modulator generuje nowy kanał RF o określonych parametrach, a nie tylko dzieli albo kształtuje istniejący sygnał.