Wytwarzanie wyrobów z drewna …
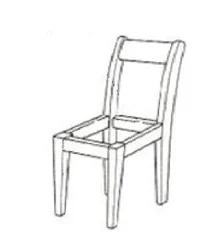
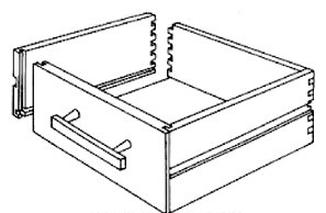
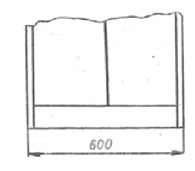
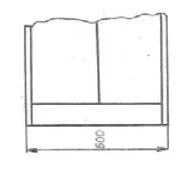
Na którym rysunku przedstawiono krzesło o konstrukcji bezoskrzyniowej?
A. B.

B. A.
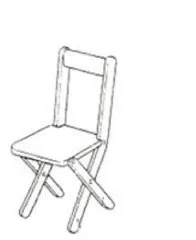
C. C.
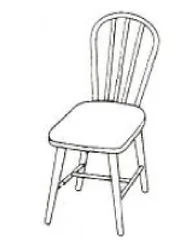
D. D.
| Nazwa cechy lub właściwości | Oznaczenie [jednostki] | Wartość | ||
|---|---|---|---|---|
| jatoba | wiśnia | dąb | ||
| Gęstość drewna świeżego | ρw [kg/m³] | 1100 | 900 | 1000 |
| Gęstość drewna w stanie powietrzno-suchym (W=12%) | ρ12 [kg/m³] | 950 | 630 | 690 |
| Gęstość drewna w stanie absolutnie suchym (W=0%) | ρo [kg/m³] | 900 | 580 | 650 |
| Wilgotność punktu nasycenia włókien | Wpnw [%] | 23 | 27 | 26 |
| Porowatość | C [%] | 50 | 63 | 57 |
| Skurcz w kierunku wzdłużnym | Klw [%] | 0,4 | 0,4 | 0,4 |
| Skurcz w kierunku promieniowym | Krw [%] | 3,9 | 5,0 | 4,0 |
| Skurcz w kierunku stycznym | Ksw [%] | 7,7 | 8,7 | 7,8 |
| Skurcz objętościowy | Kvw [%] | 12,7 | 13,8 | 12,6 |
| Wytrzymałość na rozciąganie wzdłuż włókien | Rr‖ [MPa] | 165 | 130 | 90 |
| Wytrzymałość na ściskanie wzdłuż włókien | Rc‖ [MPa] | 100 | 55 | 52 |
| Wytrzymałość na zginanie statyczne | Rgs [MPa] | 130 | 90 | 88 |
| Wytrzymałość na zginanie dynamiczne | Rgd [MPa] | 116 | 115 | 115 |
| Udarność | U [kJ/m²] | 160 | 100 | 76 |
| Moduł sprężystości wzdłuż włókien | E‖ [GPa] | 21,0 | 11,0 | 11,7 |
| Wytrzymałość na ścinanie wzdłuż włókien | Rs‖ [MPa] | 17,8 | 16,7 | 11,0 |
| Tabela. Charakterystyka wymiarowa tarcicy iglastej ogólnego przeznaczenia |
|---|
| Tarcicę iglastą ogólnego przeznaczenia zależnie od długości dzieli się na: |
|



| Średnica zewnętrzna piły [mm] | Średnica otworu [mm] | Średnica tarcz dociskowych [mm] |
|---|---|---|
| 100 | 20 | 50 |
| 125 | 20 | 50 |
| 200 | 30 | 80 |
| 250 | 60 | 90÷110 |
| 300 | 80 | 120÷140 |






| zaprawianie wad | usuwanie plam | usuwanie plam | zaprawianie wad |
| usuwanie plam | zaprawianie wad | szlifowanie | szlifowanie |
| szlifowanie | barwienie | zaprawianie wad | usuwanie plam |
| barwienie | szlifowanie | barwienie | barwienie |
| A. | B. | C. | D. |
