Kwalifikacja: CES.02 - Eksploatacja maszyn i urządzeń przemysłu szklarskiego
Zawód: Technik technologii szkła
Kategorie: Maszyny i urządzenia Procesy technologiczne
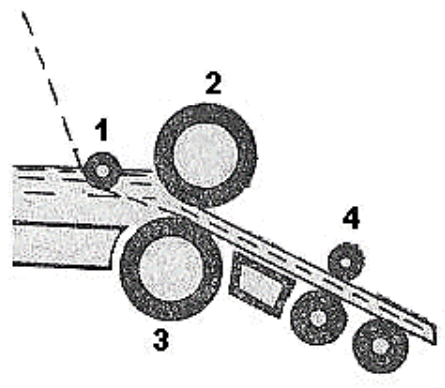
Na podstawie rysunku określ, którym walcem należy ustawić grubość szkła zbrojonego podczas jego formowania.
Odpowiedzi
Informacja zwrotna
Walec oznaczony numerem 2 odgrywa kluczową rolę w procesie formowania grubości szkła zbrojonego. To właśnie ustawienie jego położenia względem walca 3 decyduje o ostatecznej grubości tafli szkła wychodzącej z linii produkcyjnej. Powiem szczerze, że w praktyce to najczęściej operator ustawia precyzyjną szczelinę między tymi dwoma walcami na podstawie wymaganej specyfikacji produktu, korzystając z wytycznych norm branżowych, np. PN-EN 572-2 dotyczącej szkła płaskiego. Takie rozwiązanie wynika z faktu, że walce te tworzą tzw. walcarkę formującą, a przesuw materiału przez walce pozwala uzyskać równomierną grubość i pożądaną strukturę powierzchni. Widziałem to nie raz na produkcji – różnica nawet kilku milimetrów w ustawieniu walca 2 potrafi znacząco wpłynąć na jakość i właściwości mechaniczne szkła. Co ciekawe, w nowoczesnych zakładach automatyka kontroluje to miejsce, ale zawsze ktoś musi potwierdzić ustawienia ręcznie. Możliwość takiej regulacji pozwala też szybko dostosować linię produkcyjną do różnych typów zbrojeń czy wymagań zamawiającego. Zwróć uwagę, że reszta walców odpowiada głównie za transport i ewentualne prowadzenie szkła, a nie za jego formowanie. Przemyślana kontrola grubości w tym miejscu to podstawa, jeśli chcemy uzyskać wytrzymały, bezpieczny produkt, który przejdzie wszelkie odbiory.