Kwalifikacja: CES.02 - Eksploatacja maszyn i urządzeń przemysłu szklarskiego
Zawód: Technik technologii szkła
Kategorie: Maszyny i urządzenia Procesy technologiczne
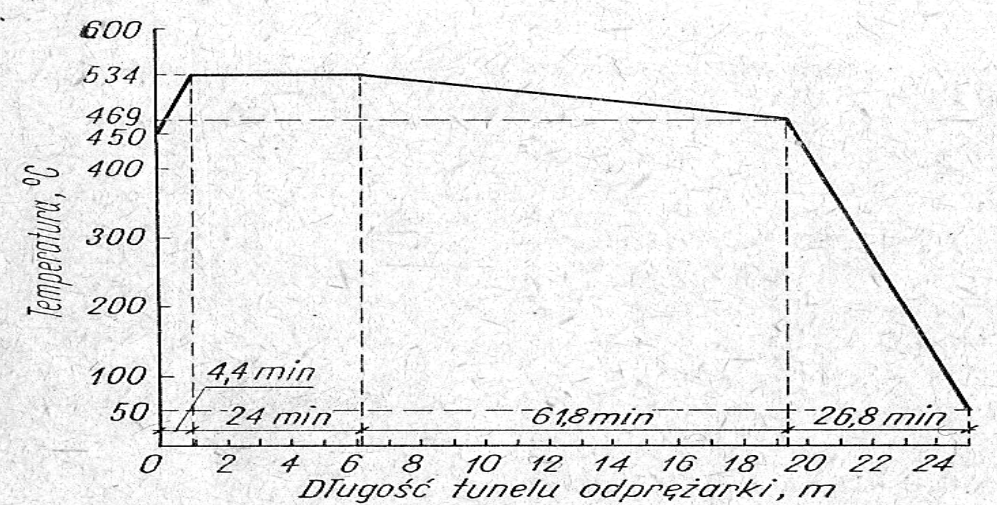
Na rysunku przedstawiono wykres z reżimu odprężania butelek syfonowych. Jaką szybkość przesuwu taśmy należy ustawić, aby proces odprężania przebiegał zgodnie z przedstawionym reżimem, gdzie całkowity czas odprężania wynosi 117 minut?
Odpowiedzi
Informacja zwrotna
Dobrze, że wybrałeś odpowiedź 0,21 m/min, bo właśnie taka prędkość taśmy zapewnia dokładne dostosowanie procesu odprężania do wyznaczonego reżimu czasowego. Jak widać na wykresie, całkowity czas przejścia butelki przez cały tunel odprężarki wynosi 117 minut, a długość tunelu to 24 metry. W praktyce, aby wyznaczyć wymaganą prędkość przesuwu taśmy, trzeba podzielić długość tunelu przez czas trwania procesu, czyli 24 m : 117 min, co daje właśnie około 0,205 m/min, a po zaokrągleniu zgodnie z typowymi standardami technologicznymi uzyskujemy 0,21 m/min. To bardzo ważne, bo zbyt szybki przesuw taśmy może skutkować niedostatecznym odprężeniem szkła, co prowadzi do naprężeń wewnętrznych, a w efekcie do pękania butelek już podczas magazynowania lub transportu. Z kolei zbyt wolne tempo obniża wydajność procesu oraz generuje niepotrzebne koszty energetyczne. Dobrą praktyką jest zawsze trzymać się reżimu technologicznego wynikającego z wykresów, norm branżowych i zaleceń producentów urządzeń. W zakładach produkcyjnych często automatyzuje się ten parametr, żeby wyeliminować ryzyko błędów ludzkich. Moim zdaniem, takie wyliczenia, choć wydają się proste, są w praktyce fundamentem dla jakości oraz bezpieczeństwa produktu końcowego.