Kwalifikacja: SPC.07 - Organizacja i nadzorowanie produkcji wyrobów spożywczych
Zawód: Technik technologii żywności
Kategorie: Technologia produkcji Maszyny i urządzenia
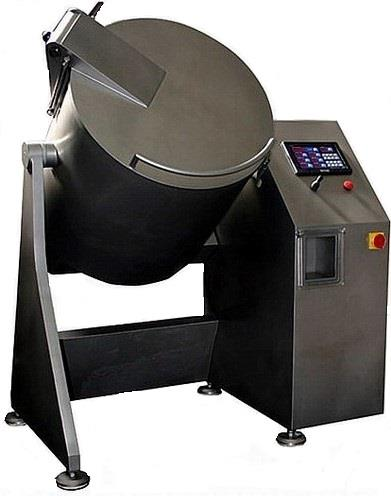
Na ilustracji przedstawiono urządzenie, w którym mięso przeznaczone na wędzonki po peklowaniu metodą nastrzykową poddawane jest procesowi
Odpowiedzi
Informacja zwrotna
Poprawnie wskazano proces masowania. Na ilustracji widać typową przemysłową masownicę próżniową do mięsa – zamknięty, obrotowy bęben z gładkimi ścianami, często z możliwością pracy w podciśnieniu i z panelem sterującym parametrami procesu. W technologii wędzonek mięso po peklowaniu nastrzykowym trafia właśnie do takiego urządzenia, żeby równomiernie rozprowadzić solankę i dodatki funkcjonalne w całej masie mięśniowej. Podczas masowania zachodzi intensywne oddziaływanie mechaniczne: mięśnie są ugniatane, zgniatane i ocierają się o siebie oraz o ścianki bębna. Powoduje to częściowe rozluźnienie struktury, uwolnienie białek miofibrylarnych (głównie miozyny i aktyny) i poprawę zdolności wiązania wody. W praktyce przekłada się to na lepszą soczystość, jednolitą barwę przekroju, mniejszy wyciek po obróbce cieplnej i ładniejszą strukturę plastrów. W dobrze ustawionym procesie masowania kontroluje się czas, prędkość obrotową, temperaturę wsadu oraz ewentualne podciśnienie. Zgodnie z dobrymi praktykami produkcyjnymi (GMP) i wymaganiami systemów jakości, np. HACCP, parametry te są zapisywane i nadzorowane, bo mają bezpośredni wpływ na jakość gotowego wyrobu. Moim zdaniem to jedno z kluczowych ogniw przy produkcji szynek, polędwic czy karkówek wędzonych – bez prawidłowego masowania nawet najlepsza solanka i dobre peklowanie nastrzykowe nie dadzą stabilnej, powtarzalnej jakości. Co ważne, ta sama maszyna może być używana do różnych receptur, wystarczy odpowiednio dobrać program pracy bębna i czas cyklu. W zakładach, które znają się na rzeczy, masownice pracują w ściśle określonych przedziałach temperatur, często z funkcją chłodzenia płaszczowego, tak żeby mięso nie zaczęło się podgrzewać i nie traciło właściwości funkcjonalnych białek.