Kwalifikacja: SPC.07 - Organizacja i nadzorowanie produkcji wyrobów spożywczych
Zawód: Technik technologii żywności
Kategorie: Technologia produkcji Maszyny i urządzenia
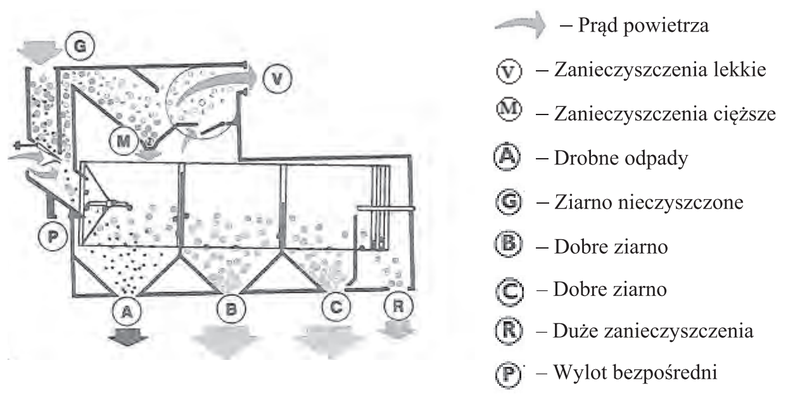
Na rysunku przedstawiono schemat pracy urządzenia, w którym ziarno zbóż poddawane jest
Odpowiedzi
Informacja zwrotna
Prawidłowo wskazane zostało czyszczenie ziarna. Na schemacie widać typowe urządzenie do wstępnego i zasadniczego oczyszczania zbóż – coś w rodzaju zbożowego separatora/tryjera z aspiracją powietrzną. Ziarno nieoczyszczone (oznaczone jako G) trafia najpierw do strefy wlotu, gdzie jest poddawane działaniu prądu powietrza. W górę unoszą się lekkie zanieczyszczenia, plewy, kurz, resztki słomy, czyli frakcja V. Cięższe zanieczyszczenia mineralne (M), jak grudki ziemi czy drobne kamienie, opadają w dół. Dalej ziarno przechodzi przez układ sit, gdzie oddzielane są drobne odpady (A) oraz frakcje dobrego ziarna (B, C). Z prawej strony schematu wyprowadzane są duże zanieczyszczenia (R), np. kawałki łodyg, nasiona chwastów większe od ziarna towarowego. To jest klasyczny przykład operacji jednostkowej „czyszczenie surowca”, wymaganej przez dobre praktyki produkcyjne GMP oraz systemy HACCP – przed dalszą obróbką technologiczną ziarno musi być maksymalnie pozbawione zanieczyszczeń fizycznych. W praktyce w młynach, mieszalniach pasz czy elewatorach takie maszyny stoją zaraz za przyjęciem surowca. Moim zdaniem warto zapamiętać, że urządzenia z układem sit i aspiracją powietrzną kojarzymy właśnie z czyszczeniem, a nie np. suszeniem. Dopiero po takim oczyszczeniu ziarno kieruje się dalej: do suszarni, do kondycjonowania (nawilżanie, leżakowanie) albo do rozdrabniania. Dobrze dobrane parametry czyszczenia (prędkość powietrza, dobór sit, wydajność podajników) wpływają bezpośrednio na jakość mąki, paszy czy kaszy i ograniczają zużycie maszyn w dalszych etapach procesu, bo mniej piasku i kamieni trafia do młynów i śrutowników.