Kwalifikacja: SPC.07 - Organizacja i nadzorowanie produkcji wyrobów spożywczych
Zawód: Technik technologii żywności
Kategorie: Technologia produkcji Maszyny i urządzenia
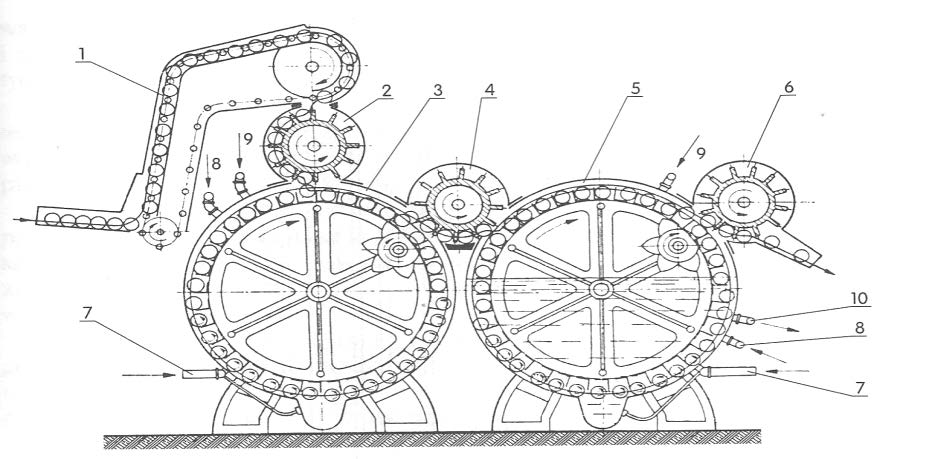
Na schemacie przedstawiono autoklaw obrotowy wielosłużowy o działaniu ciągłym, który służy do przeprowadzania procesu utrwalania zwanego
Odpowiedzi
Informacja zwrotna
W autoklawie obrotowym wielosłojowym o działaniu ciągłym zachodzi proces sterylizacji, czyli niszczenia wszystkich form drobnoustrojów, łącznie z przetrwalnikami. To jest właśnie kluczowa różnica między sterylizacją a np. pasteryzacją czy termizacją. W takim autoklawie pracuje się przy wysokiej temperaturze (najczęściej 110–135°C) oraz podwyższonym ciśnieniu, co pozwala osiągnąć tzw. komercyjną jałowość konserw. Moim zdaniem warto zapamiętać, że urządzenia tego typu stosuje się przede wszystkim do produkcji konserw puszkowych, słoikowych, gotowych dań w opakowaniach hermetycznych, gdzie wymagany jest bardzo długi okres przydatności do spożycia bez chłodzenia. Obrót koszy lub kieszeni z opakowaniami zapewnia równomierne nagrzewanie produktu, skraca czas dochodzenia do temperatury sterylizacji i poprawia bezpieczeństwo mikrobiologiczne. W praktyce przemysłowej parametry sterylizacji dobiera się na podstawie wartości F0, wykresów nagrzewania i chłodzenia oraz wytycznych HACCP. Dobre zakłady prowadzą dokładną walidację procesu – sprawdza się rozkład temperatury w komorze, stosuje wskaźniki biologiczne, a także monitoruje czas i ciśnienie. Takie autoklawy są standardem w nowoczesnych liniach do konserw warzywnych, mięsnych, dań gotowych czy żywności dla dzieci, gdzie nie ma miejsca na ryzyko rozwoju Clostridium botulinum. Sterylizacja w autoklawach obrotowych jest więc jednym z najważniejszych etapów technologii utrwalania żywności o długim terminie przydatności.