Czym jest formowanie mechaniczne szkła?
Formowanie mechaniczne szkła to nadawanie kształtu wyrobowi szklanemu za pomocą maszyn i form, bez bezpośredniego ręcznego kształtowania przez hutnika. Stosuje się je głównie w produkcji seryjnej i masowej, gdzie kluczowe są:
- powtarzalność wymiarów kolejnych sztuk,
- duża wydajność (setki, a nawet tysiące sztuk na godzinę),
- jednakowa jakość wyrobów,
- niska cena jednostkowa dzięki automatyzacji.
To jeden z najważniejszych tematów w kwalifikacji CES.02 (Eksploatacja maszyn i urządzeń przemysłu szklarskiego). W pytaniach egzaminacyjnych trzeba znać konkretne metody, rozpoznawać schematy maszyn i typowe wyroby.
Typowe wyroby formowane mechanicznie
W produkcji masowej najczęściej wykonuje się:
- butelki (na napoje, alkohol, leki),
- słoiki (na żywność, kosmetyki),
- opakowania farmaceutyczne (fiolki, ampułki),
- opakowania kosmetyczne (buteleczki perfum, słoiki kremów),
- szklanki prasowane i kufle,
- salaterki, miski, talerze ze szkła prasowanego,
- klosze, izolatory,
- rury i pręty szklane,
- szkło budowlane (szyby, szkło zbrojone).
Cechy wyrobu formowanego mechanicznie
Wyroby mechaniczne można rozpoznać po charakterystycznych cechach:
- duża symetria kształtu — idealnie okrągłe przekroje, równe ścianki,
- jednakowe wymiary w kolejnych sztukach,
- linia podziału formy (szew) — widoczna pionowa linia w miejscu, gdzie schodzą się połówki formy,
- precyzyjnie wykonane elementy — gwint, kołnierz, dno z wytłoczonym znakiem producenta,
- brak „śladów hutnika" — nie ma cech indywidualnych typowych dla pracy ręcznej,
- dno równe lub z nieznacznym wgłębieniem (mark z numerem formy).
W pytaniach typu „który wyrób uformowano mechanicznie?" wybiera się ten z wyraźną symetrią, gwintem (butelka), regularnym kształtem — w odróżnieniu od wyrobów ręcznych (asymetryczne, indywidualne, np. wazon, kieliszek artystyczny).
Główne metody formowania mechanicznego
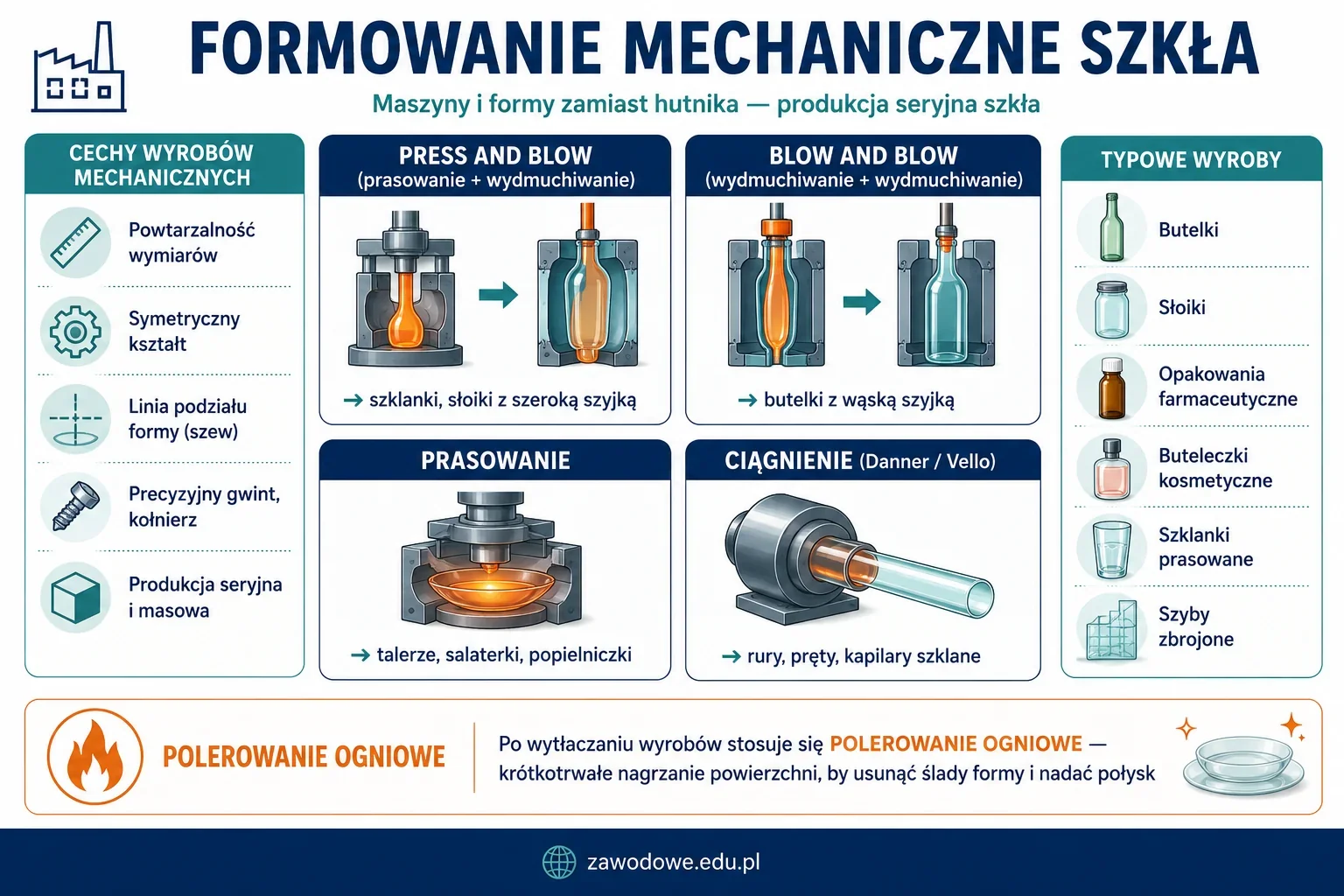
1. Press and blow (prasowanie + wydmuchiwanie)
Metoda dwuetapowa, łącząca prasowanie i wydmuchiwanie:
- Etap I — prasowanie: porcja masy szklanej (gob) wpada do formy wstępnej; stempel (tłok) wciska masę, formując wstępny kształt z grubymi ściankami i otworem.
- Etap II — wydmuchiwanie: wstępniak przekładany jest do formy zasadniczej i tam wydmuchiwany sprężonym powietrzem do ostatecznego kształtu.
Zastosowanie: wyroby z szeroką szyjką — słoiki, szklanki, naczynia konserwowe, opakowania kosmetyczne (kremy).
Cechy wyrobu press and blow: równa grubość ścian, dokładne wymiary, czysta szyjka po prasowaniu.
2. Blow and blow (wydmuchiwanie + wydmuchiwanie)
Dwuetapowe wydmuchiwanie:
- Etap I — formowanie wstępne: gob wpada do formy wstępnej, gdzie sprężone powietrze wydmuchuje go z dołu do góry tworząc bańkę i jednocześnie kształtuje szyjkę z gwintem.
- Etap II — wydmuchiwanie zasadnicze: półwyrób przenoszony jest do formy zasadniczej, gdzie sprężone powietrze nadaje mu ostateczny kształt.
Zastosowanie: wyroby z wąską szyjką — butelki (napoje, alkohole, perfumy, leki). Klasyczna metoda do butelek z gwintowaną szyjką.
To najczęstsza metoda w pytaniach CKE o produkcję butelek.
3. Prasowanie
Najprostsza metoda mechaniczna:
- porcja masy wpada do formy,
- stempel prasuje masę, nadając ostateczny kształt.
Zastosowanie: wyroby otwarte z grubymi ściankami:
- talerze i salaterki ze szkła prasowanego,
- popielniczki, misy, świeczniki,
- klosze, izolatory.
Nie nadaje się do wyrobów wąskich i z otworem zwężonym (tam potrzebne jest wydmuchiwanie).
4. Wytłaczanie
Wytłaczanie to wariant prasowania połączony z wydmuchiwaniem lub tłoczeniem masy przez matrycę. Stosuje się m.in. do:
- prętów szklanych (matryca o przekroju kołowym),
- profili szklanych,
- niektórych półfabrykatów.
5. Ciągnienie — Danner, Vello, Fourcault, Pittsburgh
Ciągnienie to formowanie szkła przez stałe wyciąganie rozgrzanej masy. Stosowane do:
- rur szklanych,
- prętów szklanych,
- włókien optycznych i specjalnych.
Metoda Dannera
Schemat charakterystyczny: rozgrzane szkło spływa na obracający się walec ceramiczny (mufla), z którego jest wyciągane jako rura lub pręt. Wewnątrz walca przepływa powietrze, tworzące światło rury.
Metodą Dannera wytwarza się rury i pręty szklane o średnicy od kilku milimetrów do kilku centymetrów (m.in. szkło laboratoryjne, ampułki, świetlówki).
Metoda Vello
Alternatywna metoda ciągnienia rur — masa szklana spływa pionowo w dół przez pierścień (matrycę) z trzpieniem; rura jest ciągniona z dołu.
Vello sprawdza się dla rur o większych średnicach niż Danner.
Fourcault i Pittsburgh
To historyczne metody ciągnienia szkła płaskiego (szyb okiennych), dziś w dużej mierze zastąpione metodą float (przelewania szkła po roztopionej cynie):
- Fourcault — ciągnienie pionowe szyby z wanny szklarskiej przez szczelinę,
- Pittsburgh — ulepszona wersja, bardziej wydajna,
- Libbey-Owens — ciągnienie z wygięciem do poziomu.
6. Walcowanie — szkło zbrojone
Szkło zbrojone (z siatką metalową w środku) produkuje się przez walcowanie:
- masa szklana wypływa z wanny i przechodzi między dwoma walcami (górnym i dolnym),
- siatka metalowa wkłada się pomiędzy dwie warstwy szkła,
- grubość szyby ustala się walcem górnym (regulowanym), który dociska masę,
- szkło wychodzi z walców jako wstęga o określonej grubości.
Walcem regulującym grubość jest zawsze walec górny — to typowe pytanie egzaminacyjne.
Szkło zbrojone stosuje się tam, gdzie ważne jest bezpieczeństwo — drzwi przeszklone, klatki schodowe, świetliki — bo siatka utrzymuje odłamki w razie stłuczenia.
Maszyny formujące — automaty IS
W produkcji butelek i słoików najczęściej stosowane są automaty IS (Individual Section — sekcyjne):
- składają się z kilku niezależnych sekcji (6, 8, 10, 12, 16 sekcji),
- każda sekcja produkuje butelkę niezależnie,
- maszyna jako całość osiąga wysoką wydajność (setki sztuk na minutę),
- działają w trybie blow and blow lub press and blow (z wymiennymi formami).
Dobór automatu zależy od wymiarów wyrobu — w pytaniach z tabelą trzeba dobrać automat do butelki o danej wysokości, średnicy główki i średnicy korpusu. Klucz: porównanie wymiarów butelki z zakresem roboczym automatu z tabeli.
Zasilanie maszyny — gob feeder
Gob feeder (zasilacz porcjowy) to urządzenie podające porcje masy szklanej (goby) do form. Schemat działania:
- masa szklana wypływa z gardzieli wanny przez otwór,
- nożyce hydrauliczne odcinają porcję,
- plonger (tłok) dawkuje równo ilość masy,
- gob spada do rynienki i trafia do formy wstępnej.
W pytaniach CKE „rodzaj zasilania maszyny szklarskiej" — odpowiedzią jest najczęściej zasilanie porcjowe (gob feeder) lub w starszych konstrukcjach zasilanie podciśnieniowe (suckup).
Polerowanie ogniowe — wykończenie wytłaczanych wyrobów
Wyroby formowane przez wytłaczanie/prasowanie mają na powierzchni matowe ślady formy i drobne nierówności. Aby je usunąć i nadać połysk, stosuje się polerowanie ogniowe.
Polega na krótkotrwałym, intensywnym ogrzaniu powierzchni wyrobu palnikami gazowymi do temperatury, w której szkło staje się plastyczne — szkło rozpuszcza swoje mikronierówności i powierzchnia staje się gładka i lśniąca.
Bezpośrednio po formowaniu metodą wytłaczania, w celu wypolerowania powierzchni, wykonuje się polerowanie ogniowe.
Wady wyrobów mechanicznych
Typowe wady wyrobów formowanych mechanicznie:
- kropla lub lej na szyjce — niedokładnie odcięty gob, zbyt szybkie zamknięcie formy,
- fałda na szyjce (np. wynikająca z nieprawidłowego cięcia goba lub przesunięcia formy) — częsta wada w pytaniach z rysunkiem,
- niedopalenie szwów — widoczna linia podziału formy,
- pęcherze powietrza w masie,
- kamienie szklane (niezeszklone fragmenty),
- smugi i różnobarwność,
- niedokładny gwint — może uniemożliwić zakręcenie.
Wada na szyjce butelki (typowe pytanie CKE) najczęściej wynika z:
- niewłaściwego cięcia goba (krzywy, zbyt długi),
- przesunięcia formy lub zużycia stempla,
- zbyt niskiej/wysokiej temperatury masy,
- nieprawidłowego ciśnienia powietrza podczas wydmuchiwania.
Formowanie mechaniczne a ręczne
| Cecha | Mechaniczne | Ręczne |
|---|---|---|
| wykonawca | maszyna / automat | hutnik z pomocnikami |
| kształt | symetryczny, powtarzalny | indywidualny, asymetryczny |
| ślady | linia podziału formy, szew | ślady narzędzi, piontki |
| gwint | precyzyjny | niemożliwy w ręcznym (rzadko) |
| wydajność | bardzo wysoka | niska |
| koszt jednostkowy | niski | wysoki |
| typowe wyroby | butelki, słoiki, opakowania | wazony artystyczne, kryształy, kieliszki ręcznie zdobione |
W pytaniach typu „który wyrób uformowano ręcznie?" wybiera się ten z cechami indywidualnymi — asymetria, ślady narzędzi, brak linii podziału formy.
Częste pomyłki — nie myl tego!
- press and blow ≠ blow and blow — pierwsze to prasowanie + wydmuchiwanie (słoiki, szklanki); drugie to dwa wydmuchiwania (butelki).
- prasowanie ≠ wytłaczanie — prasowanie to nadanie kształtu w zamkniętej formie (talerze); wytłaczanie to przepychanie masy przez matrycę (pręty, profile).
- Danner ≠ Vello — to dwie różne metody ciągnienia rur: Danner — walec ceramiczny poziomy, Vello — pionowe spływanie przez pierścień.
- walcowanie ≠ wydmuchiwanie — walcowanie to formowanie płaskich tafli i wstęg (szyby zbrojone), wydmuchiwanie to nadanie objętości (butelki).
- szkło zbrojone produkuje się walcami, walec górny reguluje grubość — pułapka egzaminacyjna.
- polerowanie ogniowe ≠ lakierowanie — polerowanie to nagrzewanie, lakierowanie to nakładanie powłoki.
- automat IS to nie pojedyncza maszyna — to maszyna z wieloma sekcjami pracującymi równolegle.
- gob feeder ≠ zasilacz wanny — gob feeder podaje porcje do form, palnik wanny ogrzewa masę szklaną.
- wyrób mechaniczny nie zawsze ma linię formy — w prasowaniu może jej nie być, ale w wydmuchiwaniu zwykle tak.
Najważniejsze do zapamiętania
Formowanie mechaniczne szkła to produkcja seryjna za pomocą maszyn i form. Główne metody to press and blow (słoiki, szklanki), blow and blow (butelki z wąską szyjką), prasowanie (talerze, salaterki), wytłaczanie (pręty, profile) oraz ciągnienie metodą Dannera lub Vello (rury, pręty). Szkło zbrojone produkuje się przez walcowanie, a grubość reguluje walec górny. Po wytłaczaniu wyrobów stosuje się polerowanie ogniowe, aby uzyskać połysk. Wyrób mechaniczny rozpoznasz po symetrii, linii podziału formy, gwincie, w odróżnieniu od asymetrycznych wyrobów ręcznych.