Eksploatacja maszyn i urządze…
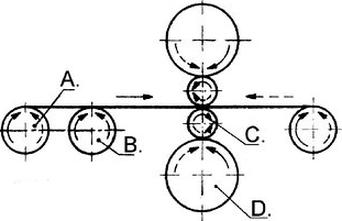
Jaki rodzaj transportu kęsiska przedstawia zdjęcie?

A. Suwnicowy.
B. Zgrzebłowy.
C. Rolkowy.
D. Taśmowy.
| Fragment wykazu prac związanych z prowadzeniem remontów gazowych pieców komorowych | |||
|---|---|---|---|
| Czynności | Rodzaj remontu | ||
| bieżący | średni | kapitałny | |
| Wymiana wszystkich palników | ● | ||
| Wymiana całej wymurowki komory roboczej | ● | ||
| Wymiana warstwy izolacyjnej komory roboczej | ● | ||
| Wymiana lub naprawa uszkodzonych fragmentów wymurowki | ● | ||
| Naprawy instalacji elektrycznej | ● | ||
| Korekta ustawień palników | ● | ||
| Naprawy układu sterowania | ● | ||
| Naprawy mechaniczne | ● | ||



| Minerały miedzi | |||
|---|---|---|---|
| Nazwa | Związek chemiczny | Barwa | % Cu |
| Chalkozyn | Cu₂S | ciemnoszara | 79,8 |
| Kowelin | CuS | niebieska | 66,5 |
| Digenit | Cu₉S₅ | szaroniebieska | 78,1 |
| Bornit | Cu₅FeS₄ | miedziano-czarna | 63,3 |
| Chalkopiryt | CuFeS₂ | mosiężno-żółta | 34,6 |
| Kupryt | Cu₂O | czerwona | 88,2 |
| Tenorvt | CuO | czarna | 79,9 |
| Azuryt | Cu₃[(OH)CO₃]₂ | ciemno-niebieska | 55,3 |
| Skład mieszanki wsadowej do wytworzenia 1 t spieku | ||
|---|---|---|
| Składniki wsadu | Wsad wilgotny kg | Wsad suchy kg |
| Ruda hematytowa | 830,0 | 788,5 |
| Pył wielkopiecowy | 40,0 | 36,8 |
| Zgorzelina | 30,0 | 29,4 |
| Ruda manganowa | 22,0 | 20,0 |
| Kamień wapienny | 270,0 | 264,6 |
| Koks | 88,0 | 84,0 |

| Parametry procesu wyciskania stopów aluminium | ||
|---|---|---|
| Gatunek stopu | Średnica pojemnika mm | Temperatura wyciskania °C |
| AlMgSi | 155÷500 | 480÷500 |
| AlMg1SiCu | ||
| AlCu4Mg4 | 155÷1200 | 350÷480 |
| AlCu4Mg2 | ||
| AlCu2Mg | ||
| AlMg2 | 155÷500 | 450÷520 |
| AlMg3 | ||
| AlMg5 | 155÷1200 | 400÷450 |
| Tabela zamienników smarów i olejów do walcarki mechanicznej MRM 1 250 | ||
|---|---|---|
| Producent | Smar | Olej |
| MOBIL | Kup Grease 2 | Mobil Gear 629 |
| BP | Energrease GP 2 | Energol GR 150 |
| SHELL | Livona 2 | Omala Oil 150 |
| CASTROL | Helvium 2 | Alpha SP 150 |
| Lp. | Rodzaj walcarki i układ | Materiał walcowany | Przeznaczenie walcarki | Maksymalna prędkość walcowania m/s | ||
|---|---|---|---|---|---|---|
| Grubość wsadu mm | Grubość wyrobu mm | Długość beczki, mm | ||||
| 1. | Układy ciągłe 3-klatkowe kwarto | stal, aluminium | 2÷4 | nie mniej niż 0,6÷0,7 | do 2150 | 5÷20 |
| 2. | Układy ciągłe 4-klatkowe kwarto | stal, aluminium | 2÷3,7 | 0,3÷2,6 | do 2150 | do 20 |
| 3. | Układy ciągłe 5- i 6-klatkowe kwarto | stal | 2÷23 | 0,15÷0,38 | do 2185 | do 40 |
| 4. | Walcarki 6-walcowe | stal | 2÷6 | > 0,02 | do 1000 | do 7,0 |
| 5. | Walcarki 20-walcowe | stal | 0,15÷3,0 | 0,002÷0,7 | do 2000 | do 10 |

| Nazwa oleju | Gęstość przy temp. 15°C | Lepkość kinematyczna w temp. 40°C | Temperatura zapłonu | Zastosowanie oleju |
|---|---|---|---|---|
| SOMENTOR 32 | 796 kg/m3 | 1,8 mm2/s | 95°C | do walcowania na zimno aluminium (specjalne zastosowanie: walcowanie folii) |
| SOMENTOR N 60 | 845 kg/m3 | 2,1 mm2/s | 155°C | do walcowania na zimno stali i innych metali, jak miedź i jej stopy, na walcarkach wielowalcowych i kwarto |
| WALZOEL SBM 130 | 887 kg/m3 | 28 mm2/s | 180°C | do walcowania miedzi i jej stopów, gdy wymagana jest wysoka jakość powierzchni; może być stosowany do walcowania pielgrzymowego na zimno rur z miedzi |
| WALZOEL BM 71 | 845 kg/m3 | 7 mm2/s | 155°C | do walcowania metali kolorowych na walcarkach kwarto i sexto |

| Czynność | Ilość wykonanych operacji | |||
|---|---|---|---|---|
| Płyta | ||||
| tnąca | stemplowa | głowicowa | prowadząca | |
| Przegląd techniczny | 500 | 1 000 | 2 000 | 1 000 |
| Naprawa bieżąca | 750 | 1 250 | 3 000 | 1 500 |
| Naprawa średnia | 1 000 | 1 500 | 4 000 | 2 000 |
| Naprawa główna | 1 250 | 1 750 | 5 000 | 2 500 |

| Tabela zamienników smarów i olejów do walcarki mechanicznej MRM 1250 | ||
|---|---|---|
| Producent | Smar | Olej |
| MOBIL | Kup Grease 2 | Mobil Gear 629 |
| BP | Energrease GP 2 | Energol GR 150 |
| SHELL | Livona 2 | Omala Oil 150 |
| CASTROL | Helvium 2 | Alpha SP 150 |

| Oznaczenie gatunku stali wg PN | Maksymalna temperatura początku kucia °C | Zalecany zakres temperatur kucia °C | Minimalna temperatura końca kucia °C |
|---|---|---|---|
| NWC | 1150 | 1100÷800 | 750 |
| N12 | 1040 | 1000÷800 | 760 |
| CuZn5 | 860 | 800÷700 | 640 |
| WCL | 1150 | 1100÷850 | 800 |
| Tabela parametrów obróbek cieplnych stali szybkotnącej SK5MC | |||
|---|---|---|---|
| Operacja lub zabieg | Zakres temperatur °C | Chłodzenie lub ośrodek | |
| Wyżarzanie zmiękczające | 800÷900 | ok. 10°C/godz. do ok. 650°C, następnie powietrze | |
| Wyżarzanie odprężające | 600÷700 | z piecem do ok. 500°C, następnie powietrze | |
| Hartowanie | Podgrzewanie I | ok. 550 | kąpiel solna |
| Podgrzewanie II | 850 | kąpiel solna | |
| Austenityzowanie | 1160÷1200 | kąpiel solna 550°C, następnie powietrze lub olej | |
| Odpuszczanie | 3x 550÷570 | przez 2 godz. kąpiel solna | |