Organizacja i prowadzenie pro…
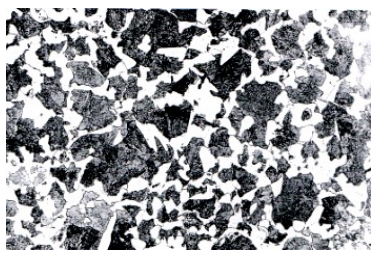
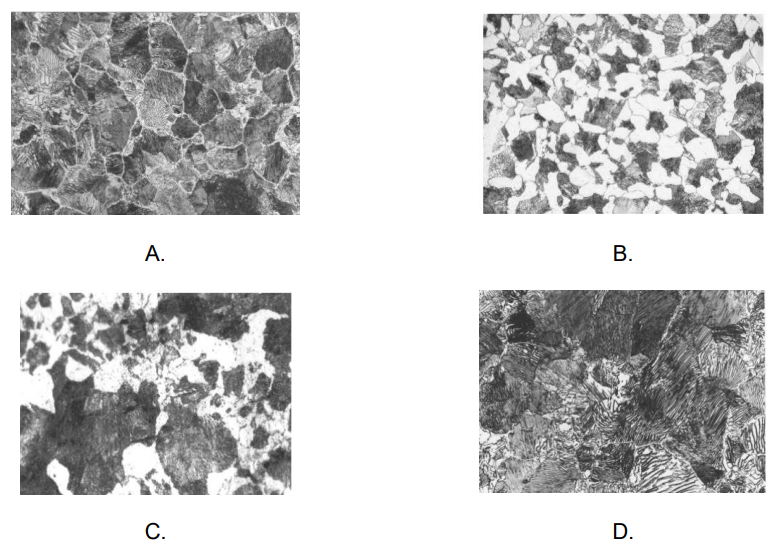
Strukturę żeliwa sferoidalnego perlitycznego przedstawiono na rysunku oznaczonym literą
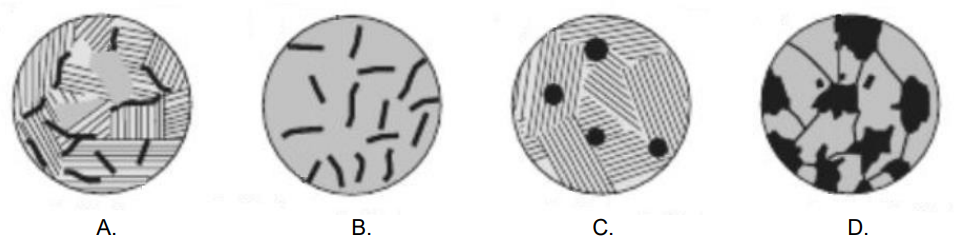
A. D.
B. B.
C. C.
D. A.
| Metal | Temperatura spiekania wyrobów °C |
|---|---|
| Żelazo/stale | 1100÷1300 |
| Stopy Al | 590÷620 |
| Miedź | 750÷1000 |
| Mosiądz | 850÷950 |
| Brąz | 740÷780 |
| Metale wysokotopliwe | 1200÷1600 |
| Metal | Temperatura, °C | ||
|---|---|---|---|
| Rekrystalizacja | Wyżarzanie rekrystalizujące | Przeróbka plastyczna | |
| Miedź | 115÷230 | 520÷730 | 850÷950 |
| Aluminium | 170 | 370÷400 | 350÷500 |
| Mosiądze | 350÷370 | 500÷700 | 700÷850 |
| Brązy | 370÷390 | 650÷750 | 750÷900 |
| Duraluminium | - | 270÷350 | 400÷450 |
| Warunki obróbki cieplnej stali wyciąg z PN-EN10084:2008 stale do nawęglania | ||||||
|---|---|---|---|---|---|---|
| Oznaczenie stali | Próba hartowania od czoła Temperatura austenityzowania °C | Temperatura nawęglania °C | Temperatura hartowania rdzenia °C | Temperatura hartowania warstwy powierzchniowej °C | Odpuszczanie °C | |
| Znak | Numer | |||||
| 28Cr4 | 1.7030 | 850 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 28CrS4 | 1.7036 | 850 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 16MnCr5 | 1.7131 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 16MnCrS5 | 1.7139 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 20MnCr5 | 1.7147 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 20MnCrS5 | 1.7149 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| Namiery materiałów wsadowych do wytopu 1 Mg żeliwa EN-GJL350 | |||||
|---|---|---|---|---|---|
| Materiał wsadowy | Numer wytopu | ||||
| 1 | 2 | 3 | 4 | 5 | |
| Surówka, kg | 710 | 700 | 705 | 700 | 695 |
| Złom stalowy, kg | 240 | 250 | 245 | 245 | 255 |
| Fe – Si, kg | 18 | 20 | 19 | 21 | 20 |
| Fe – Mn, kg | 10 | 11 | 9 | 11 | 9 |
| Modyfikator, kg | 11 | 11 | 10 | 9 | 10 |
| Nawęglacz, kg | 8 | 10 | 9 | 11 | 10 |
| Beruform STO 3009 C | Olej o wysokiej lepkości i zawartości chloru przeznaczony do ciągnienia rur i profili ze stali Cr-Ni, stali żarowytrzymałych oraz tytanu. |
| Masterdraw EBE 270 | Olej do ciągnienia profili i rur o różnych grubościach ścianek, ze stopów metali nieżelaznych, mosiądzu i niklu oraz stopów miedzowo-niklowych. |
| Masterdraw 560 | Olej do smarowania wewnętrznego przy ciągnieniu rur miedzianych (operacje końcowe), o ściankach cienkich i ściankach o średniej grubości. |
| Kubitrac P 50 | Mieszalny z wodą koncentrat oleju do walcowania przeznaczony do walcowania pielgrzymowego rur z miedzi i stopów miedzi. |
| Charakterystyka | Rodzaj materiału do wyciskania profili metodą Conform | |
| Walcówka Cu - ETP | Drut z miedzi beztlenowej Cu - OFE | |
| Zanieczyszczenia, g/Mg | Max. 30 | Max. 25 |
| Zanieczyszczenia O₂, g/Mg | Max. 400 | Max. 3 |
| Przewodność w 20°C, MS/m | Min. 58,58 | Min. 58,87 |
| Wydłużenie, % | 44 ±2 | 38 ±2 |
| Wytrzymałość na rozciąganie, MPa | 220 ±5 | 180 ±10 |

| Porównanie właściwości spiekanych stali wysokomiedziowych (0,8% C) | |||||
|---|---|---|---|---|---|
| Zawartość Cu % | Stal wysokomiedziowa otrzymana przez spiekanie mieszanki proszków | Stal wysokomiedziowa otrzymana przez infiltrację spieku | |||
| gęstość ρ g/cm3 | wytrzymałość na zginanie Rg MPa | gęstość ρ g/cm3 | wytrzymałość na zginanie Rg MPa | ||
| 15 | 6,8 | 640 | 7,1 | 1 160 | |
| 20 | 7,1 | 600 | 7,4 | 1 280 | |
| 25 | 7,2 | 400 | 7,7 | 1 400 | |
| 30 | 7,1 | 400 | 7,4 | 1 150 | |
| Metal | Temperatura, K (°C około) | ||||
|---|---|---|---|---|---|
| Wyżarzanie odprężające | Rekrystalizacja | Wyżarzanie rekrystalizujące | Przeróbka plastyczna | ||
| Miedź | 450÷500 (180÷230) | 790÷1000 (520÷730) | 1120÷1220 (850÷950) | ||
| Mosiądze | 540 (270) | 620-640 (350-370) | 770÷970 (500÷700) | 970÷1170 (700÷900) | |
| Cynk | 290 (20) | 430÷450 (160÷180) | |||
| Cyna | 280÷290 (10÷25) | 320÷370 (50÷100) | 420÷440 (150÷170) | ||
| Duraluminium | 540÷620 (270÷350) | 670÷720 (400÷450) | |||
| Zużycie materiałów pomocniczych w procesie wytwarzania 1 tony spieku | |
|---|---|
| CaCO3 | 147÷175 kg /tonę spieku |
| Ca Mg(CO3)2 | 72÷86 kg /tonę spieku |
| Koksik | 65 kg /tonę spieku |
| Metal | Temperatura, K (°C około) | |||
|---|---|---|---|---|
| Wyżarzanie odprężające | Rekrystalizacja | Wyżarzanie rekrystalizujące | Przeróbka plastyczna | |
| Miedź | 450÷500 (180÷230) | 790÷1000 (520÷730) | 1120÷1220 (850÷950) | |
| Mosiądze | 540 (270) | 620-640 (350-370) | 770÷970 (500÷700) | 970÷1170 (700÷900) |
| Cynk | 290 (20) | 430÷450 (160÷180) | ||
| Cyna | 280÷290 (10÷25) | 320÷370 (50÷100) | 420÷440 (150÷170) | |
| Duraluminium | 540÷620 (270÷350) | 670÷720 (400÷450) | ||
| Warunki obróbki cieplnej stali | ||||||
|---|---|---|---|---|---|---|
| wyciąg z PN-EN10084:2008 Stale do nawęglania | ||||||
| Oznaczenie stali | Próba hartowania od czoła Temperatura austenityzowania °C | Temperatura nawęglania °C | Temperatura hartowania rdzenia °C | Temperatura hartowania warstwy powierzchniowej °C | Odpuszczanie °C | |
| Znak | Numer | |||||
| 28Cr4 | 1.7030 | 850 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 28CrS4 | 1.7036 | 850 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 16MnCr5 | 1.7131 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 16MnCrS5 | 1.7139 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 20MnCr5 | 1.7147 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 20MnCrS5 | 1.7149 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |