Organizacja i prowadzenie pro…
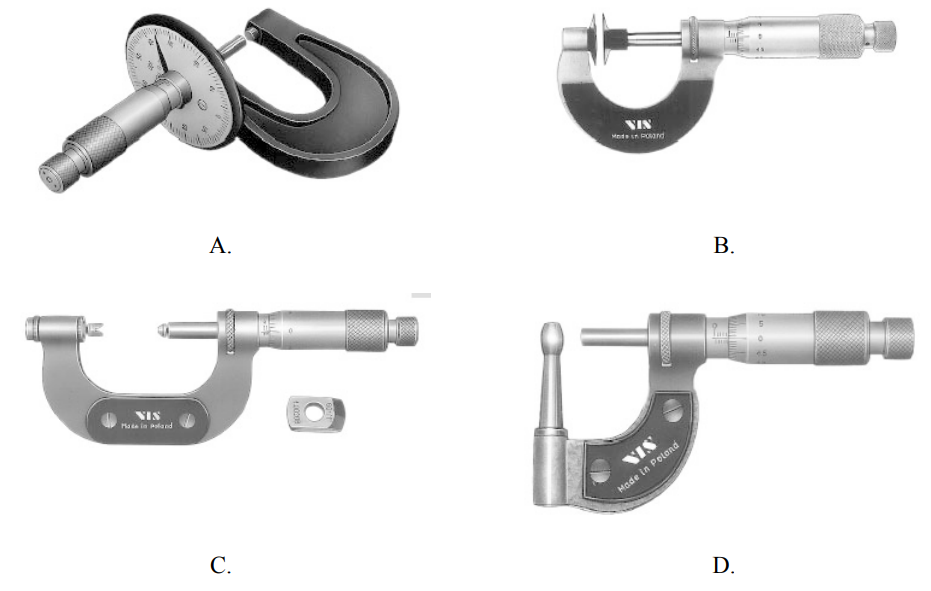
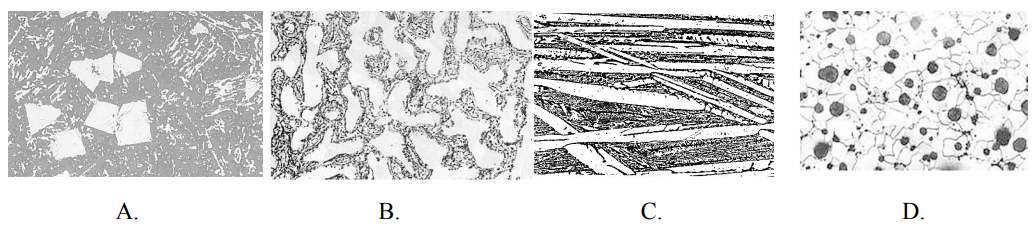
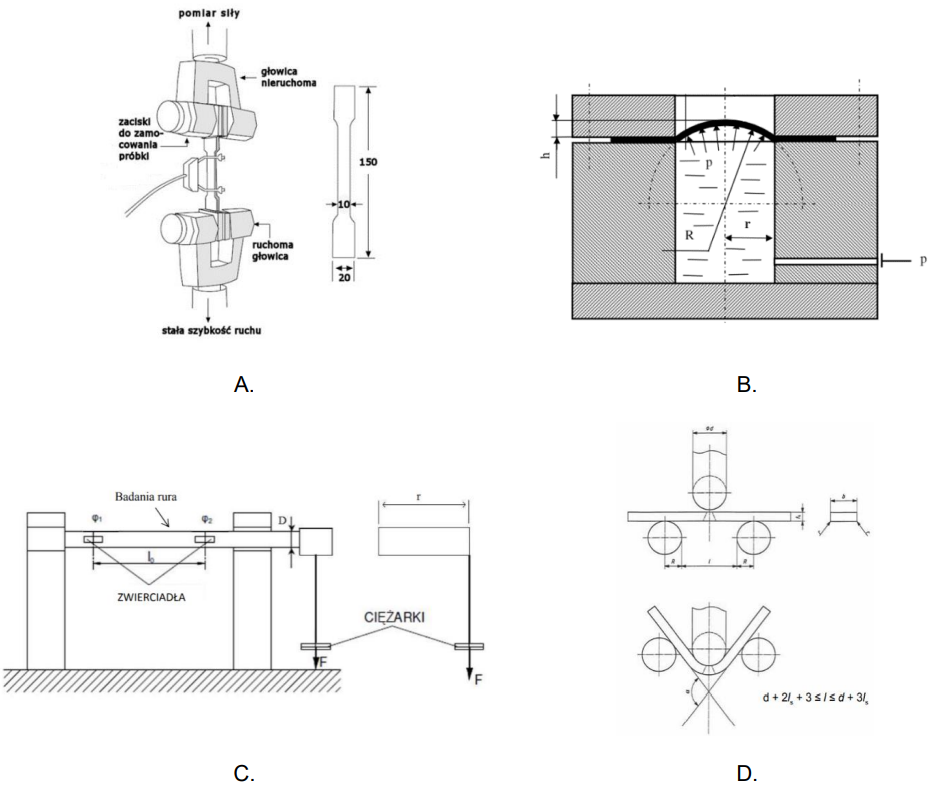
Mikrometr przeznaczony do pomiarów grubości zębów kół zębatych przedstawiono na rysunku oznaczonym literą
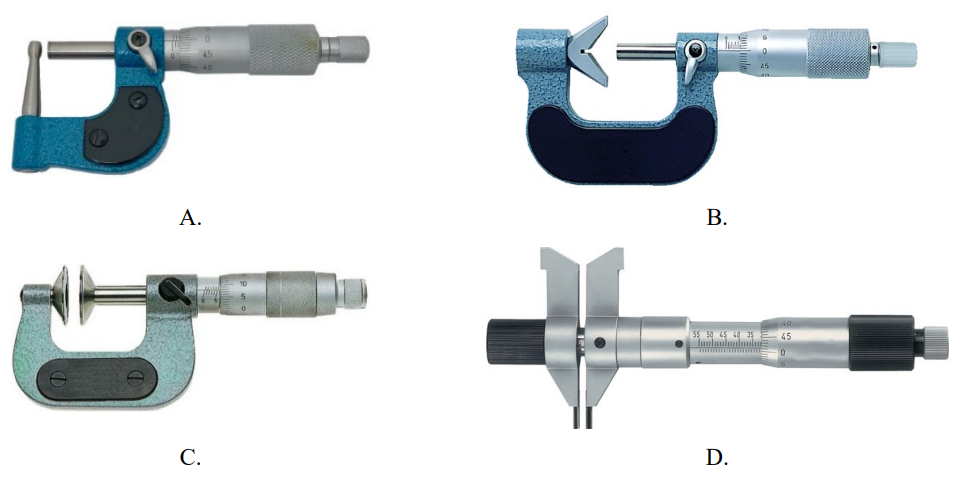
A. D.
B. A.
C. C.
D. B.
| Warunki obróbki cieplnej stali wyciąg z PN-EN10084:2008 stale do nawęglania | ||||||
|---|---|---|---|---|---|---|
| Oznaczenie stali | Próba hartowania od czoła Temperatura austenityzowania °C | Temperatura nawęglania °C | Temperatura hartowania rdzenia °C | Temperatura hartowania warstwy powierzchniowej °C | Odpuszczanie °C | |
| Znak | Numer | |||||
| 28Cr4 | 1.7030 | 850 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 28CrS4 | 1.7036 | 850 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 16MnCr5 | 1.7131 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 16MnCrS5 | 1.7139 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 20MnCr5 | 1.7147 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 20MnCrS5 | 1.7149 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |

| Gatunek | Rm MPa min. | Rp 0,2 MPa min. | A % min. | HB | Struktura osnowy metalowej |
|---|---|---|---|---|---|
| EN-GJS-900-2 | 900 | 600 | 2 | 280÷360 | bainit lub martenzyt odpuszczony |
| EN-GJS-800-2 | 800 | 450 | 2 | 245÷335 | perlit lub struktury odpuszczania |
| EN-GJS-700-2 | 700 | 420 | 2 | 225÷305 | perlit |
| EN-GJS-600-3 | 600 | 370 | 3 | 190÷270 | perlit + ferryt |
| EN-GJS-500-7 | 500 | 320 | 7 | 170÷230 | perlit + ferryt |
| EN-GJS-450-10 | 450 | 310 | 10 | 160÷210 | ferryt |
| EN-GJS-400-15 | 400 | 250 | 15 | 130÷180 | ferryt |
| EN-GJS-400-18 | 400 | 250 | 18 | 130÷180 | ferryt |
| EN-GJS-350-22 | 350 | 220 | 22 | ≤ 150 | ferryt |
| Metal | Temperatura spiekania wyrobów °C |
|---|---|
| Żelazo/stale | 1100÷1300 |
| Stopy Al | 590÷620 |
| Miedź | 750÷1000 |
| Mosiądz | 850÷950 |
| Brąz | 740÷780 |
| Metale wysokotopliwe | 1200÷1600 |
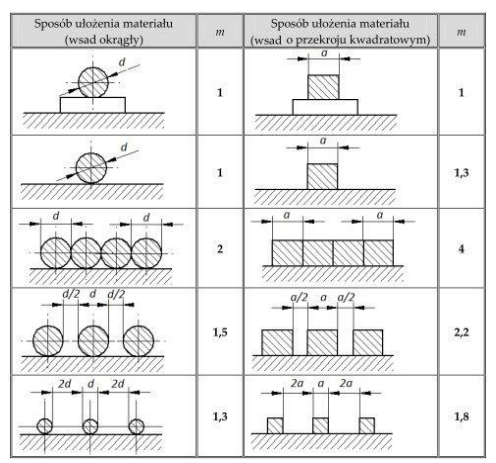
| τ = m · k · z · √z |
| τ – czas nagrzewania, [godz.] |
| m – współczynnik uwzględniający sposób ułożenia materiału w piecu |
| k – współczynnik zależny od rodzaju stali (dla stali niestopowej k = 10 dla stali stopowej k = 20) |
| z – wymiar charakterystyczny przekroju poprzecznego materiału (d lub a) [m] |
| Materiał | Stal miękka g<0,5 mm | Stal miękka g>0,5 mm | Mosiądz | Miedź | Aluminium | Brąz |
|---|---|---|---|---|---|---|
| Nacisk [MPa] | 2,5÷3,0 | 1,5÷2,5 | 1,5÷2,5 | 1,0÷1,5 | 0,7÷1,2 | 2,0÷2,5 |


| Metal | Temperatura, K (°C około) | |||
|---|---|---|---|---|
| Wyżarzanie odprężające | Rekrystalizacja | Wyżarzanie rekrystalizujące | Przeróbka plastyczna | |
| Miedź | 450÷500 (180÷230) | 790÷1000 (520÷730) | 1120÷1220 (850÷950) | |
| Mosiądze | 540 (270) | 620-640 (350-370) | 770÷970 (500÷700) | 970÷1170 (700÷900) |
| Cynk | 290 (20) | 430÷450 (160÷180) | ||
| Cyna | 280÷290 (10÷25) | 320÷370 (50÷100) | 420÷440 (150÷170) | |
| Duraluminium | 540÷620 (270÷350) | 670÷720 (400÷450) | ||
| Metal | Temperatura spiekania wyrobów, °C |
|---|---|
| Żelazo/stale | 1 100÷1 300 |
| Stopy Al | 590÷620 |
| Miedź | 750÷1 000 |
| Mosiądze | 850÷950 |
| Brązy | 740÷780 |
| Metale wysokotopliwe | 1 200÷1 600 |

| Parametr | Jednostka | Wartość |
|---|---|---|
| Masa żużla zawiesinowego | Mg/cykl | 400 |
| Masa żużla konwertorowego | Mg/cykl | 0÷80 |
| Masa kamienia wapiennego | Mg/cykl | 20÷50 |
| Masa koksu | Mg/cykl | 12÷18 |
| Masa żużla stałego | Mg/cykl | 20÷60 |
| Czas trwania cyklu | h | 8 |