Użytkowanie obrabiarek skrawa…
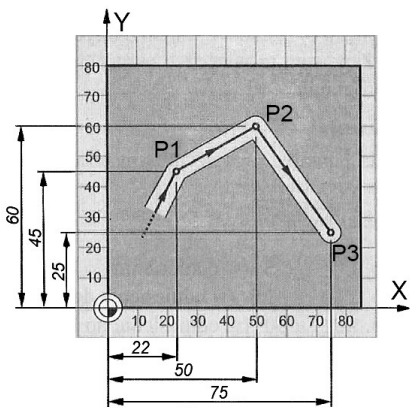
Jakie parametry są stosowane do programowania ruchu narzędzia po łuku w tokarkach CNC?
A. R, K
B. I, K
C. J, K
D. R, J
| Średnica wiertła mm | Obrabiany materiał | ||
|---|---|---|---|
| Stale o Rm<600 MPa | Stale o Rm=600÷900 MPa | ||
| Posuw f mm/obr | |||
| 2 | 0,03 | 0,02 | |
| 4 | 0,06 | 0,05 | |
| 6 | 0,10 | 0,08 | |
| 8 | 0,13 | 0,10 | |
| 10 | 0,16 | 0,12 | |
| 12 | 0,20 | 0,15 | |
| 16 | 0,25 | 0,18 | |
| 20 | 0,30 | 0,22 | |

| G91 G00 Z-50 G01 X51 Z-20 X5 F0.1 G00 X100 Z100 Z150 M30 | G90 G00 X0 Z1 G01 Z0 X50 Z-50 Z-50 X52 M17 | G90 G00 X20 Z20 G01 X50 F200 G3 X45 Z-20 K-15 G01 X65 G00 X20 Z30 M00 | G91 G00 X0 Z2 G01 X50 Z-6 F200 G3 X45 Z-20 I10 G01 X65 G00 X20 Z30 M01 |
| A. | B. | C. | D. |
| N05 G90 G95 G54 |
| N10 T0101 S150 F200 |
| N15 G0 X100 Z120 M04 |
| N20 G1 Z80 |

| Parametry skrawania | Obróbka dokładna | Obróbka zgrubna |
|---|---|---|
| ap(min) | 0,8 • rε | 1,2 • rε |
| ap(max) | 0,3 • l • sinKr | 0,4 • l • sinKr |
| DANE TECHNICZNE | Jednostka | Wymiary |
|---|---|---|
| Stół: | ||
| powierzchnia robocza stołu | mm | 320 x 1300 |
| rowki teowe (ilość x szerokość x rozstaw) | mm | 5 x 18 x 63 |
| Maksymalne przesunięcie stołu: | ||
| wzdłużne | mm | 850 |
| poprzeczne | mm | 340 |
| pionowe | mm | 500 |
| Posuwy przyspieszone: | ||
| wzdłużny | mm/min | 1700 |
| poprzeczny | mm/min | 1700 |
| pionowy | mm/min | 700 |
| Lp. | Zespół smarowany | Gatunek smaru | Sposób smarowania | Częstotliwość |
|---|---|---|---|---|
| 1 | Łoże | Olej maszynowy Shell Tonna 33 | Smarować przez rozlanie i rozmazanie. | Codziennie |
| 2 | Śruba pociągowa, nakrętka pod nakrętką | --//-- | Smarować przez polanie na całej długości | Codziennie |
| 3 | Prowadnik śruby pociągowej | --//-- | Oliwiarka smarowniczki kulkowe | Codziennie |
| 4 | Koła zębate gitara, wejście wałka | --//-- | Oliwiarka smarowniczka kulkowa wejścia wałka | Raz na tydzień |
| 5 | Sanie wzdłużne, poprzeczne, prowadnice, pokrętła, dźwignie | --//-- | Oliwiarka smarowniczki kulkowe | Codziennie |
| 6 | Konik tuleja konika | --//-- | Oliwiarka smarowniczki kulkowe | Codziennie |
| 7 | Suport wzdłużny mechanizmy | Olej maszynowy Shell Tonna 33 | Oliwiarka smarowniczki kulkowe | Codziennie |
| 8 | Wrzeciennik | Olej maszynowy Shell Tellus 22 | Wypełnić korpus wrzeciennika | Wymiana co dwa miesiące eksploatacji |
| 9 | Wrzeciennik (pozostałe modele) | --//-- | Oliwiarka ( po zdjęciu pokrywy górnej lub bocznej ) | Raz na tydzień |
| 10 | Łożyska silnika elektrycznego | Smar stały LT 4 | W razie potrzeby lub przy wymianie łożysk | Raz na pół roku |
Wykorzystaj poniższą zależność:
Rzt = f2 / 8r
gdzie:
Rzt – teoretyczna wartość chropowatości powierzchni,
f – posuw,
r – promień ostrza noża.

| N005 G90 G54 X0 Z120 |
| N010 T0202 |
| N015 S680 M04 |
| N020 G00 X60 Z0 |
| N025 G01 X-2 F.1 |