Użytkowanie obrabiarek skrawa…
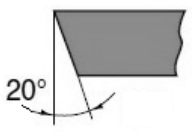
Na rysunku przedstawiono przyrząd pomiarowy służący do pomiaru

A. średnic w wąskich rowkach.
B. szerokości zębów w kole zębatym.
C. 3 i 5 ostrzowych narzędzi skrawających.
D. grubości ścianek rur.

| A | B | C | D |
|---|---|---|---|
| N05 S100 M03 F50 T3D3 N10 G00 X70 Z23 N15 G1 X-1 F.2 N20G0 X150 Z150 N25 M30 | N5 G1 G90 Z-5 N10 G91 Y-10 N15 X-10 N20 Y-20 N25 X20 N30 Y20 N35 X-10 N40 Y10 N45 G0 G90 Z10 N50 M17 | T5 D1 S1500 F250 M3 M8 M6MCALL CYCLE83 (5,25,2,0,20,0,10,1,2,3,0.8 ,0,0,0,0,0) HOLES2(170,50,22,0,,6 M30 | N05 S200 M03 F50 T3D3 N10 G00 X70 Z23 N15 G1 X10 F.2 N20G2 X16 Z20 CR=3 N25 M02 |

| Zalecane szybkości skrawania | |||||
|---|---|---|---|---|---|
| Materiał ostrza | Stal szybkotnąca | Węgliki spiekane | |||
| Szybkość skrawania w m/min | |||||
| Rodzaj obróbki | Zgrubna | Wykańczająca | Nacinanie gwintów | Zgrubna | Wykańczająca |
| Stal o Rm | |||||
| do 500 MPa | 30÷40 | 40÷50 | 8÷12 | 70÷120 | 200÷250 |
| 500÷700 MPa | 25÷30 | 30÷40 | 5÷8 | 55÷90 | 150÷200 |
| 700÷850 MPa | 15÷20 | 20÷30 | 5÷8 | 60÷80 | 100÷150 |
| 850÷1000 MPa | 10÷15 | 15÷20 | 4÷6 | 30÷50 | 70÷100 |
| ponad 1000 MPa | 5÷10 | 10÷15 | 3÷4 | 20÷30 | 40÷70 |