MEC.05 Pytanie 2401
Użytkowanie obrabiarek skrawa…
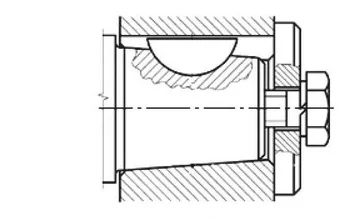
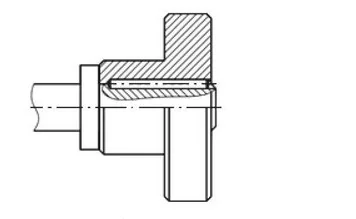
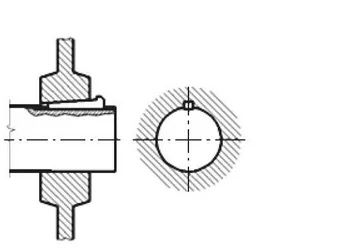
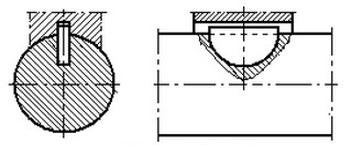
Aby na oznaczonych powierzchniach rowka uzyskać chropowatość zgodną z rysunkiem, obróbkę należy przeprowadzić na

A. dłutownicy.
B. strugarce.
C. frezarce.
D. szlifierce.
| Zalecane parametry skrawania dla frezów pełnowęglikowych | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Materiał | Wytrzymałość | nr DIN | nr | vc | fz(mm) przy Ø frezu d1 | ||||
| N/mm² | materiałowy | m/min | 2-3 | 4-5 | 6-10 | 12-16 | 20 | ||
| Stop aluminium < 10% Si | ~550 | AlMg 3 | 3 3535 3 4365 | 800 | 0,02 | 0,03 | 0,05 | 0,08 | 0,12 |




| Karta Normowania Czasu Obróbki Skrawaniem | Nazwa części: Wał Nr rysunku: 10/23 WK | ||
|---|---|---|---|
| Nazwa operacji: Toczenie | Operacja nr: 20 | Nr Karty instrukcyjnej 20_I | |
| Wielkość partii n: 10 | Stanowisko: Tokarka uniwersalna | ||
| Rodzaj czasu | czas | ||
| symbol | [minuty] | Uwagi | |
| Czas główny | tg | ||
| Czas pomocniczy | tₚ | 2 | |
| Czas wykonania (tg + tₚ) | tw | ||
| Czas uzupełniający | tᵤ | 2 | |
| Czas jednostkowy (tw + tᵤ) | tⱼ | ||
| Czas przygotowawczo-zakończeniowy | tₚz | 5 | |
| Norma czasu na partię n (t = tₚz + n · tⱼ) | |||