Eksploatacja maszyn i urządze…
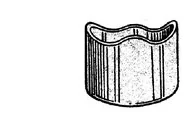
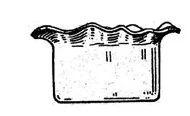
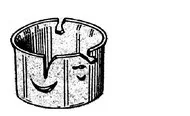
Jak nazywana jest wada odkuwki matrycowej przedstawiona na rysunku?
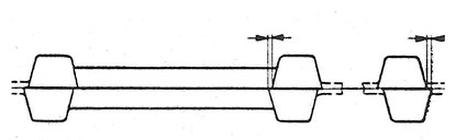
A. Przesadzenie.
B. Niedokucie.
C. Podłam.
D. Mimośrodowość.
| Grubość względna krążka g/p | 2,00 | 1,50 | 1,00 | 0,50 | 0,20 | 0,06 |
| Współczynnik wytłaczania m | 0,46 | 0,50 | 0,53 | 0,56 | 0,58 | 0,60 |
| Surówka, skład chemiczny | C | Si | P | S |
| Przed odsiarczaniem | 4,4% | 0,45% | 0,08% | 0,04% |
| Po odsiarczaniu | 4,4% | 0,45% | 0,08% | 0,01% |
| Parametr | Wartość | |||
|---|---|---|---|---|
| Zużycie środka odsiarczającego | 90 kg/min | |||
| Jednostkowe zużycie środka | 3 kg/t surówki | |||
| Czas odsiarczania | 15 min | |||




| Materiał | Zastosowanie atmosfery spiekania | ||||
|---|---|---|---|---|---|
| Azot | Zdysocjowany amoniak | Argon | Hel | Oczyszczony egzogaz | |
| Stopy aluminium | X | ||||
| Węgliki spiekane | X | X | |||
| Stopy magnetycznie miękkie | X | ||||
| Molibden, wolfram, kobalt | X | X | X | ||
| Mosiądz | X | X | |||


| Materiał | Naciski jednostkowe MPa |
|---|---|
| Aluminium | 600-800 |
| Stopy aluminium do obr. plastycznej | 800-1000 |
| Czysta miedź | 1200-1400 |
| Mosiądz M63 | 1400-1600 |
| Stal węglowa (do 0,1 % C) | 1200-1600 |
| Stal węglowa (do 0. 15% C) | 1600-1800 |
| Stale węglowe (do 0,35% C) oraz niskostopowe | 1800-2200 2000-2800 |
| Zakres temperatur stosowanych przy wyciskaniu na gorąco | |
|---|---|
| Rodzaj materiału | Temperatura, °C |
| Ołów | 20÷250 |
| Aluminium, stopy aluminium | 375÷475 |
| Miedź, stopy miedzi | 650÷975 |
| Stale | 875÷1300 |






| Parametry procesu wyciskania stopów aluminium | ||
|---|---|---|
| Gatunek stopu | Średnica pojemnika mm | Temperatura wyciskania °C |
| AlMgSi | 155÷500 | 480÷500 |
| AlMg1SiCu | ||
| AlCu4Mg4 | 155÷1200 | 350÷480 |
| AlCu4Mg2 | ||
| AlCu2Mg | ||
| AlMg2 | 155÷500 | 450÷520 |
| AlMg3 | ||
| AlMg5 | 155÷1200 | 400÷450 |
| Warunki obróbki cieplnej stali wyciąg z PN-EN10084:2008 stale do nawęglania | ||||||
|---|---|---|---|---|---|---|
| Oznaczenie stali | Próba hartowania od czoła Temperatura austenityzowania °C | Temperatura nawęglania °C | Temperatura hartowania rdzenia °C | Temperatura hartowania warstwy powierzchniowej °C | Odpuszczanie °C | |
| Znak | Numer | |||||
| 28Cr4 | 1.7030 | 850 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 28CrS4 | 1.7036 | 850 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 16MnCr5 | 1.7131 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 16MnCrS5 | 1.7139 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 20MnCr5 | 1.7147 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| 20MnCrS5 | 1.7149 | 870 | 880 do 980 | 880 do 920 | 780 do 820 | 150 do 200 |
| Czas nagrzewania do temperatury 1 200°C stali o zawartości węgla 0,08÷0,4% | ||||
|---|---|---|---|---|
| Średnica pręta, mm d | Sposób ułożenia materiału w piecu | |||
| pojedynczo | W odstępach | |||
| d | d/2 | d=0 | ||
| Czas nagrzewania w minutach | ||||
| 10 | 2,0 | 2,5 | 3,0 | 4,0 |
| 20 | 4,0 | 4,5 | 5,5 | 7,5 |
| 30 | 6,0 | 7,0 | 8,5 | 12,0 |
| 40 | 8,0 | 9,5 | 12,0 | 16,0 |
| 50 | 10,0 | 12,0 | 15,5 | 20,5 |
| 60 | 12,5 | 14,5 | 18,5 | 25,0 |
| 70 | 14,5 | 17,5 | 22,0 | 29,0 |
