Organizacja i prowadzenie pro…
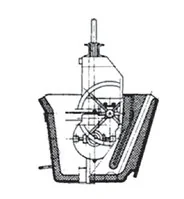
Jaki rodzaj wady wytłoczek przedstawiono na zdjęciu?
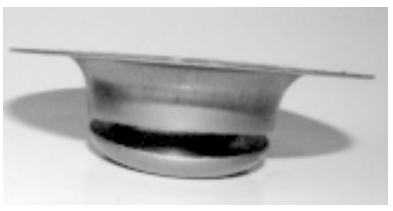
A. Pofałdowanie powierzchni.
B. Pęknięcie wzdłużne.
C. Oderwanie dna.
D. Naderwanie brzegu.

| Typ | Zastosowanie | Klasa | Materiał |
|---|---|---|---|
| K | -40÷1200°C | ±2,5°C | NiCr-Ni |
| J | -40÷750°C | ±2,5°C | Fe-CuNi |
| R | 0÷1600°C | ±1,5°C | PtRh13-Pt |
| B | 600÷1800°C | ±1,5°C | PtRh30-PtRh6 |
| T | -40÷350°C | ±1,0°C | Cu-CuNi |

| Metal | Temperatura, K (°C około) | ||||
|---|---|---|---|---|---|
| Wyżarzanie odprężające | Rekrystalizacja | Wyżarzanie rekrystalizujące | Przeróbka plastyczna | ||
| Miedź | 450÷500 (180÷230) | 790÷1000 (520÷730) | 1120÷1220 (850÷950) | ||
| Mosiądze | 540 (270) | 620-640 (350-370) | 770÷970 (500÷700) | 970÷1170 (700÷900) | |
| Cynk | 290 (20) | 430÷450 (160÷180) | |||
| Cyna | 280÷290 (10÷25) | 320÷370 (50÷100) | 420÷440 (150÷170) | ||
| Duraluminium | 540÷620 (270÷350) | 670÷720 (400÷450) | |||

| Czas nagrzewania do temperatury 1200 °C stali o zawartości węgla 0,08÷0,4% | ||||
|---|---|---|---|---|
| Średnica pręta d, mm | Sposób ułożenia materiału w piecu | |||
| pojedynczo | w odstępach | |||
| d | d/2 | d=0 | ||
| Czas nagrzewania w minutach | ||||
| 10 | 2,0 | 2,5 | 3,0 | 4,0 |
| 20 | 4,0 | 4,5 | 5,5 | 7,5 |
| 30 | 6,0 | 7,0 | 8,5 | 12,0 |
| 40 | 8,0 | 9,5 | 12,0 | 16,0 |
| 50 | 10,0 | 12,0 | 15,5 | 20,5 |
| 60 | 12,5 | 14,5 | 18,5 | 25,0 |
| 70 | 14,5 | 17,5 | 22,0 | 29,0 |
| Masa części spadających młota kg | Młoty parowo - powietrzne | Młoty sprężarkowe | ||
|---|---|---|---|---|
| Orientacyjne wymiary kowadeł płaskich | ||||
| szerokość mm | długość mm | szerokość mm | długość mm | |
| 500 | 140÷230 | 250÷350 | 120÷130 | 260÷300 |
| 750 | 150÷250 | 300÷400 | 130÷160 | 340÷360 |
| 1000 | 150÷280 | 350÷400 | 140÷175 | 380÷420 |
| 1500 | 200÷300 | 400÷450 | 160÷200 | 450÷500 |
| Materiał | Stal miękka g<0,5 mm | Stal miękka g>0,5 mm | Mosiądz | Miedź | Aluminium | Brąz |
|---|---|---|---|---|---|---|
| Nacisk [MPa] | 2,5÷3,0 | 1,5÷2,5 | 1,5÷2,5 | 1,0÷1,5 | 0,7÷1,2 | 2,0÷2,5 |

| Materiał | Udział % |
|---|---|
| Koncentrat miedzi | 80 |
| Pyły szybowe | 2 |
| Odsiewy brykietów | 8 |
| Lepiszcze | 6 |
| Karbonizator węglowy | 4 |

| Czynność | Ilość wykonanych operacji | |||
|---|---|---|---|---|
| Płyta | ||||
| tnąca | stemplowa | głowicowa | prowadząca | |
| Przegląd techniczny | 500 | 1 000 | 2 000 | 1 000 |
| Naprawa bieżąca | 750 | 1 250 | 3 000 | 1 500 |
| Naprawa średnia | 1 000 | 1 500 | 4 000 | 2 000 |
| Naprawa główna | 1 250 | 1 750 | 5 000 | 2 500 |
| Beruform STO 3009 C | Olej o wysokiej lepkości i zawartości chloru przeznaczony do ciągnienia rur i profili ze stali Cr-Ni, stali żarowytrzymałych oraz tytanu. |
| Masterdraw EBE 270 | Olej do ciągnienia profili i rur o różnych grubościach ścianek, ze stopów metali nieżelaznych, mosiądzu i niklu oraz stopów miedziowo-niklowych. |
| Masterdraw 560 | Olej do smarowania wewnętrznego przy ciągnieniu rur miedzianych (operacje końcowe), o ściankach cienkich i ściankach o średniej grubości. |
| Kubitrac P 50 | Mieszalny z wodą koncentrat oleju do walcowania przeznaczony do walcowania pielgrzymowego rur z miedzi i stopów miedzi. |