Montaż i obsługa maszyn i urz…
Który z wykresów momentów gnących jest prawidłowy dla belki przedstawionej na rysunku, obciążonej równomiernie rozłożonym q?
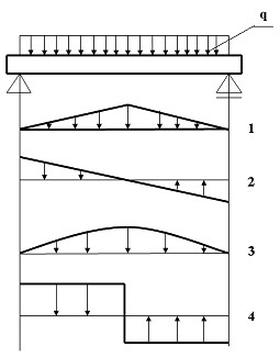
A. 2
B. 3
C. 1
D. 4
| Dane charakterystyczne | |||
|---|---|---|---|
| Zakres obróbki | |||
| Wznios osi wrzeciona nad prowadnicami łoża | mm | 260 | |
| Maksymalna średnica obróbki z uchwytem | 390 | ||
| Maksymalna długość obróbki w kłach | 500 | ||
| Wrzeciono | |||
| Końcówka wrzeciona-kołnierzowa | mm | ∅220 | |
| Prześwit wrzeciona | 75 | ||
| Zakres prędkości obrotowych | obr/min | 50÷4000 | |
| Posuwy | |||
| Maksymalny przesuw suportu | w osi X | mm | 250 |
| w osi Z | 1100 | ||
| Maksymalna prędkość ruchów szybkich | w osi X | m/min | 15 |
| w osi Z | 15 | ||
| Inne dane | |||
| Liczba narzędzi w głowicy | szt. | 8 | |

| Gwint wewnętrzny | Średnica wiertła pod gwint mm | ||
|---|---|---|---|
| Oznaczenie gwintu | Średnica otworu mm | ||
| Zakres wymiarów | |||
| min. | max. | ||
| M8 | 6,647 | 6,912 | 6,8 |
| M10 | 8,376 | 8,676 | 8,5 |
| M12 | 10,106 | 10,441 | 10,2 |
| M14 | 11,835 | 12,210 | 12,0 |
"Usunięcie konserwacji obrabiarki powinno mieć miejsce przed jej umiejscowieniem na fundamencie, należy pozbyć się warstwy ochronnej oraz zabrudzeń z zabezpieczonych powierzchni stosując do tego miękkie szmatki nasączone zmywaczem naftowym Antykor. Zabronione jest korzystanie z substancji niebezpiecznych, łatwopalnych lub szkodliwych dla zdrowia oraz środków mogących powodować uszkodzenia odkonserwowanych powierzchni. Podczas eliminowania warstwy ochronnej oraz zabrudzeń nie wolno przesuwać żadnych komponentów obrabiarki względem siebie. Należy szczególnie starannie oczyścić prowadnice oraz wszystkie powierzchnie ślizgowe jak śruby, wałki itp. Oczyszczone powierzchnie ślizgowe należy dokładnie przetrzeć suchymi szmatkami, a następnie delikatnie nasmarować stosując w tym celu olej maszynowy".


| Wyrób: Przekładnia zębata | Nazwa części: Wał stopniowany | Symbol, nr rys., nr poz.: | Nr zlecenia: | ||||
| Gatunek, stan mat.: C15 | Postać, wymiary materiału: pręt Ø80 mm L=6 m | Sztuk/wyrób: 1 | Sztuk na zlecenie: 620 | ||||
| Indeks materiałowy: | Netto kg/szt.: | Materiał kg/zlecenie: | |||||
| Nr operacji | Wydział Stanowisko | OPIS OPERACJI | Oprzyrządowanie | Narzędzia | |||
|---|---|---|---|---|---|---|---|
| 10 | TU | Ciąć pręt Ø80 na L=200 | Wg instrukcji 10 | Wg instrukcji 10 | |||
| 20 | TU | Planować czoło Nakiełkować Toczyć zgrubnie i wykańczająco | Wg instrukcji 20 | Wg instrukcji 20 | |||
| 30 | TR | Frezować rowek pod wpust | Wg instrukcji 30 | Wg instrukcji 30 | |||
| 40 | S | Szlifować | Wg instrukcji 40 | Wg instrukcji 40 | |||
| 50 | KT | Kontrola jakości | Wg instrukcji 50 | Wg instrukcji 50 | |||

