Montaż i obsługa maszyn i urz…
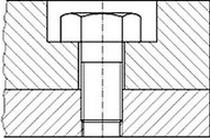
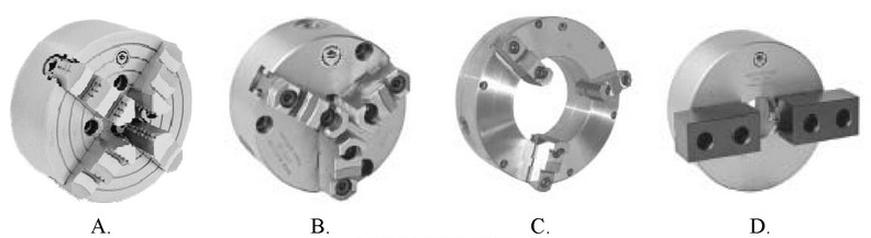
Na rysunku przedstawiono operację
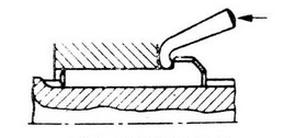
A. zgrzewania.
B. klejenia.
C. demontażu klina.
D. demontażu wpustu.

| Ra | Rz | Rodzaj obróbki |
|---|---|---|
| 1,25 | 6,3 | Szlifowanie zgrubne |
| 0,63 | 3,2 | Szlifowanie dokładne |
| 0,32 | 1,6 | Szlifowanie wykończeniowe |
| 0,16 | 0,8 | Docieranie |
| Ilość | Nazwa elementu | Poz. | Materiał | Nr normy rysunku | Nor. wymiarowa Nor. war. techn. | jedn. | całk. Masa w kg | Uwagi |
| 1 | Pokrywa ϕ 805×40 | 1 | 35T | rys. 97-00-0- 01-2 | PN-59/ H-84019 | 141 | 141 |

| Wyrób: Przekładnia zębata | Nazwa części: Wał stopniowany | Symbol, nr rys., nr poz.: | Nr zlecenia: | ||||
| Gatunek, stan mat.: C15 | Postać, wymiary materiału: pręt Ø80 mm L=6 m | Sztuk/wyrób: 1 | Sztuk na zlecenie: 620 | ||||
| Indeks materiałowy: | Netto kg/szt.: | Materiał kg/zlecenie: | |||||
| Nr operacji | Wydział Stanowisko | OPIS OPERACJI | Oprzyrządowanie | Narzędzia | |||
|---|---|---|---|---|---|---|---|
| 10 | TU | Ciąć pręt Ø80 na L=200 | Wg instrukcji 10 | Wg instrukcji 10 | |||
| 20 | TU | Planować czoło Nakiełkować Toczyć zgrubnie i wykańczająco | Wg instrukcji 20 | Wg instrukcji 20 | |||
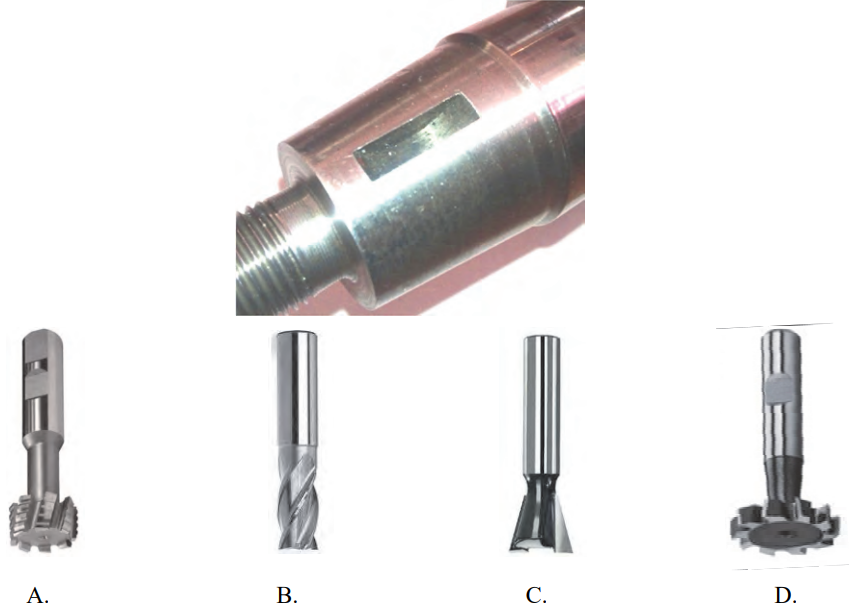
| 30 | TR | Frezować rowek pod wpust | Wg instrukcji 30 | Wg instrukcji 30 | |||
| 40 | S | Szlifować | Wg instrukcji 40 | Wg instrukcji 40 | |||
| 50 | KT | Kontrola jakości | Wg instrukcji 50 | Wg instrukcji 50 | |||

| Wielkość zamówienia | 1000 szt. |
| Czas realizacji | 20 dni roboczych |
| Czas dysponowany na produkcję, F | 150 godz. |
| Wzór: T=60·F⁄P gdzie: T – takt montażu P – program produkcyjny na jedną zmianę | |