Kwalifikacja: ELM.03 - Montaż, uruchamianie i konserwacja urządzeń i systemów mechatronicznych
Zawód: Technik mechatronik
Kategorie: Elementy i podzespoły Montaż i demontaż Obróbka i techniki łączenia
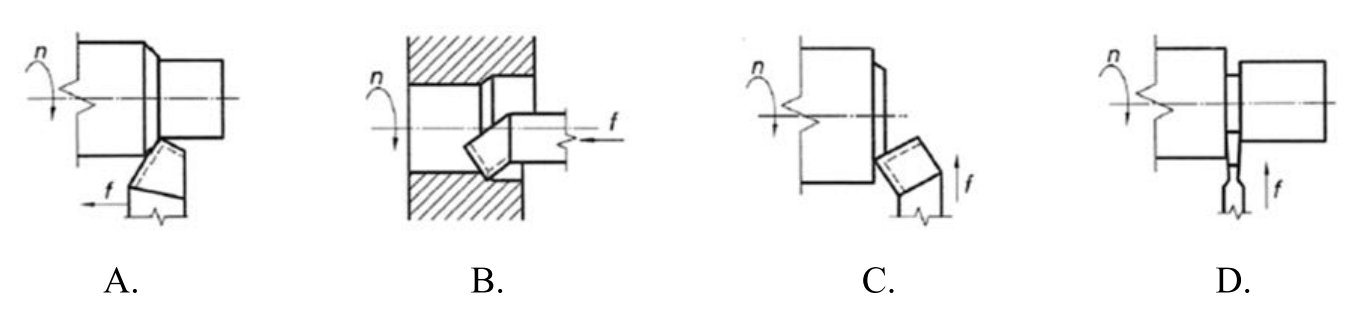
Toczenie powierzchni czołowej przedstawia rysunek
Odpowiedzi
Informacja zwrotna
Toczenie powierzchni czołowej jest kluczowym procesem w obróbce skrawaniem, gdzie narzędzie toczenia przesuwa się w kierunku prostopadłym do osi obrotu obrabianego przedmiotu. W przypadku rysunku C, możemy zauważyć, że narzędzie jest poprawnie ustawione, co umożliwia efektywne skrawanie i uzyskiwanie pożądanej powierzchni. W praktyce toczenie powierzchni czołowej stosuje się w produkcji elementów, które wymagają precyzyjnego wykończenia, takich jak wały czy tuleje. Proces ten pozwala na uzyskanie dokładnych wymiarów oraz wysokiej jakości powierzchni, co jest zgodne z najlepszymi praktykami branżowymi. Dodatkowo, toczenie powierzchni czołowej można optymalizować poprzez odpowiedni dobór parametrów technologicznych, takich jak prędkość skrawania czy posuw, co wpływa na żywotność narzędzi i jakość obróbki. W związku z tym, poprawne zrozumienie ustawienia narzędzia toczenia oraz zasad działania tego procesu jest kluczowe dla każdego inżyniera czy technika w branży mechanicznej.