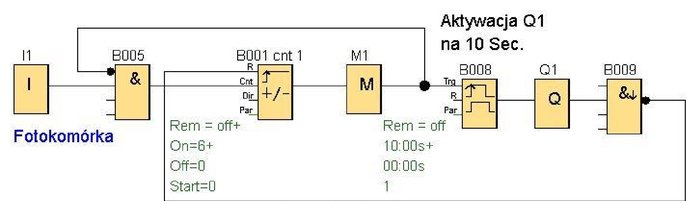
Na ilustracji przedstawiono program sterujący linią technologiczną pakowania kawy. W wyniku jego działania do kartonu trafia 6 paczek kawy, po czym rozpoczyna się transport do maszyny zamykającej opakowanie. Wartość którego parametru należy zmienić w programie, aby w kartonie umieszczane były 4 paczki kawy?
Odpowiedzi
Informacja zwrotna
Wybór wartości progowej włączenia licznika jest kluczowym elementem programowania systemów automatyki, zwłaszcza w kontekście aplikacji związanych z pakowaniem. W przedstawionym programie linia technologiczna pakowania kawy ma ustawioną wartość progową licznika na 6, co oznacza, że proces pakowania zatrzymuje się po umieszczeniu 6 paczek w kartonie. Aby zmienić tę ilość na 4, konieczne jest dostosowanie tej wartości do nowego celu. Zmiana wartości progowej włączenia na 4 pozwoli na właściwe zliczanie paczek, co jest zgodne z zasadami automatyzacji procesów produkcyjnych, gdzie precyzyjne zarządzanie danymi wejściowymi jest kluczowe dla wydajności produkcji. W praktyce, zmieniając tę wartość, inżynierowie automatycy mogą szybko dostosować procesy do wymagań produkcyjnych, co jest zgodne z zasadami Lean Manufacturing, które dążą do eliminacji marnotrawstwa i zwiększenia efektywności w produkcji.
Wybór niepoprawnej odpowiedzi może wynikać z niezrozumienia podstawowych zasad działania liczników w systemach sterowania. Wartość progowa wyłączenia licznika, choć istotna, nie wpływa na ilość pakowanych paczek w tym kontekście. Zmiana tej wartości ma na celu jedynie zdefiniowanie momentu, w którym licznik przestaje działać, co nie odnosi się do samego procesu pakowania. Z tego powodu, zmiana kierunku zliczania również nie rozwiąże problemu, gdyż nie zmienia ona faktycznej wartości, która jest zliczana. Kierunek zliczania dotyczy jedynie tego, czy licznik zwiększa, czy zmniejsza wartość, co w kontekście tego zadania nie ma zastosowania. Czas transportu do maszyny zamykającej opakowanie również nie ma żadnego wpływu na liczbę paczek umieszczanych w kartonie. Podobne błędy myślowe często prowadzą do mylnych wniosków w automatyce, gdzie ważne jest zrozumienie, które parametry mają rzeczywisty wpływ na proces. Kluczowym jest, aby w automatyzacji każda zmiana parametrów związana była z ich bezpośrednim wpływem na proces produkcji oraz ich zrozumienie w kontekście całego systemu.