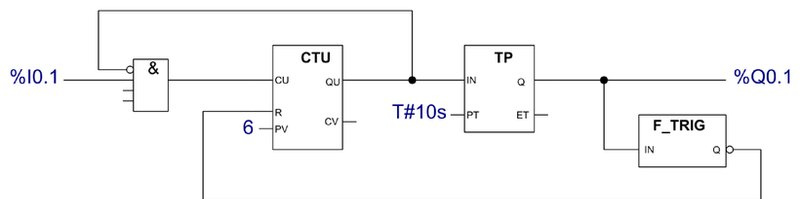
Wartość PT zegara jest kluczowym parametrem w kontekście wydłużenia czasu transportu 6 paczek kawy. PT, czyli czas ustawienia timera, definiuje, jak długo dany proces będzie trwał przed przejściem do następnego etapu, co w tym przypadku oznacza, że opóźni transport do maszyny zamykającej opakowanie. Przykładowo, jeżeli PT jest ustawiony na 5 sekund, opóźnia to transport na czas określony przez ten parametr. W praktyce, odpowiednie dostosowanie PT jest istotne w liniach produkcyjnych, gdzie czas transportu i cykle produkcyjne muszą być ściśle synchronizowane, aby zapewnić płynność działania całej jednostki produkcyjnej. W standardach automatyki przemysłowej, dobrym podejściem jest stosowanie timerów w systemach PLC do zarządzania czasem operacyjnym oraz koordynacji różnych procesów produkcyjnych, co zwiększa efektywność i minimalizuje ryzyko błędów operacyjnych.
W przypadku niepoprawnych odpowiedzi pojawia się kilka powszechnych nieporozumień dotyczących parametrów sterujących w automatyce. Ustalenie wartości PV licznika sugeruje, że zmiana ta wpłynie na czas transportu, jednak parametr ten odnosi się do wartości rzeczywistej, a nie do czasu trwania procesu. Zmiana kierunku zliczania również nie ma wpływu na czas transportu, ponieważ kierunek ten dotyczy sposobu, w jaki licznik rejestruje zdarzenia, a nie ich czas trwania. Co więcej, zmiana wartości R licznika, która odnosi się do wartości resetu, nie wpływa na czas przejścia paczek, a jedynie na to, jak licznik jest zresetowany. W kontekście automatyzacji, każdy z tych parametrów ma swoje zastosowanie, ale nie są one związane z wydłużeniem czasu transportu paczek. Kluczowym błędem myślowym może być mylenie funkcji liczników i timerów. Liczniki rejestrują ilość zdarzeń, podczas gdy timery zarządzają czasem operacyjnym. Dlatego, zamiast próbować dostosować parametry licznika, należy skoncentrować się na odpowiednich parametrach zegara, takich jak wartość PT, aby skutecznie wydłużyć czas transportu, co jest istotne w kontekście automatyzacji procesów produkcyjnych.