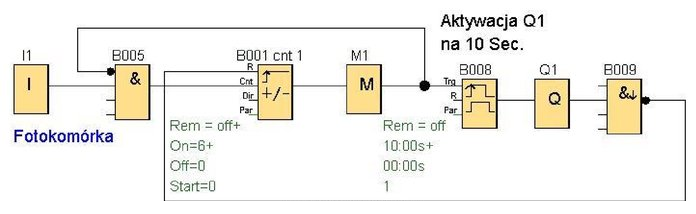
Na rysunku przedstawiono program sterujący linią technologiczną pakowania kawy. W wyniku jego działania do kartonu trafia 6 paczek kawy, po czym rozpoczyna się transport do maszyny zamykającej opakowanie. Wartość którego parametru należy zmienić w programie, aby w kartonie umieszczane były 4 paczki kawy?
Odpowiedzi
Informacja zwrotna
Poprawna odpowiedź odnosi się do modyfikacji wartości progowej włączenia licznika, co jest kluczowe dla prawidłowego zliczania paczek kawy w procesie pakowania. W przedstawionym programie, licznik (B001 cnt 1) jest wykorzystywany do monitorowania ilości paczek, które trafiają do kartonu. Ustawienie wartości progowej na 6 oznacza, że po zliczeniu sześciu paczek, automatycznie aktywowany jest kolejny etap, czyli transport do maszyny zamykającej opakowanie. Aby zmienić liczbę paczek w kartonie na 4, konieczne jest dostosowanie wartości progowej włączenia, co bezpośrednio wpłynie na proces produkcji. Praktyczne zastosowanie tej wiedzy jest istotne w kontekście automatyzacji procesów produkcyjnych, gdzie precyzyjne ustawienie parametrów sterujących jest kluczowe dla efektywności i redukcji kosztów. W branży pakowania, zastosowanie liczników oraz ich odpowiednich progów włączenia i wyłączenia jest standardową praktyką, co zapewnia optymalizację i kontrolę nad całym procesem pakowania. Zmiana ta nie tylko wpłynie na wydajność, ale także na jakość końcowego produktu, co jest zgodne z najlepszymi praktykami w obszarze inżynierii procesów.
Wybór niewłaściwej odpowiedzi może być wynikiem nieporozumienia dotyczącego funkcji poszczególnych parametrów w systemie sterującym. Kierunek zliczania nie ma wpływu na to, ile paczek znajduje się w kartonie, ponieważ jest on jedynie informacją o tym, w którą stronę licznik zlicza wartości. Zmiana kierunku zliczania nie sprawi, że licznik zarejestruje mniejszą liczbę paczek. Wartość progowa wyłączenia licznika również nie jest odpowiednia, ponieważ jej zmiana dotyczy sytuacji, w której licznik przestaje działać. Chociaż może to wpłynąć na końcowy proces, nie ma bezpośredniego związku ze zmniejszeniem liczby paczek w kartonie. Czas transportu do maszyny zamykającej opakowanie to parametr, który reguluje czas trwania transportu, a nie kontroluje, ile paczek jest umieszczanych w kartonie. Takie błędne odpowiedzi mogą wynikać z niepełnego zrozumienia funkcji liczników w systemach automatyki oraz ich interakcji z innymi komponentami procesu. W praktyce, kluczowe jest zrozumienie, jakie parametry są odpowiedzialne za konkretne działania w programie sterującym, co pozwala na efektywne modyfikowanie tych wartości w celu osiągnięcia pożądanych rezultatów. Zrozumienie podstawowych zasad działania liczników, ich progów włączenia i wyłączenia oraz czasu cyklu transportu jest niezbędne do skutecznego sterowania procesami technologicznymi.