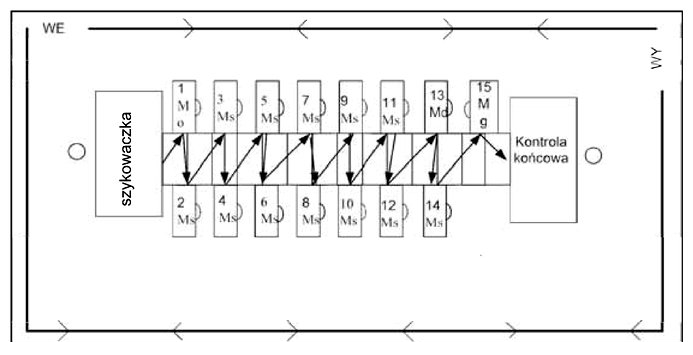
Przy opracowaniu przebiegu produkcji w szwalni, na podstawie planu ustawienia stanowisk roboczych, należy utworzyć 15 operacji technologicznych
Odpowiedzi
Informacja zwrotna
Odpowiedź wskazująca na brak operacji równoległych oraz niewykorzystanie podziału na grupy obróbkowe jest prawidłowa, ponieważ podczas planowania przebiegu produkcji w szwalni kluczowe jest zapewnienie płynności procesów technologicznych. Operacje powinny być ułożone sekwencyjnie, co pozwala na efektywne wykorzystanie stanowisk roboczych oraz minimalizację ryzyka wytwarzania błędów czy wąskich gardeł w produkcji. Przykładem zastosowania takiego podejścia jest linia produkcyjna, gdzie każda operacja jest realizowana w ścisłej kolejności, co umożliwia dokładne monitorowanie postępów oraz jakości etapu produkcji. Zgodnie z dobrymi praktykami, każda operacja powinna być zdefiniowana w sposób jednostkowy i nie podzielona na grupy, co sprzyja lepszemu zarządzaniu czasem oraz zasobami. Kluczowe jest także utrzymanie porządku w procesie produkcyjnym, co jest osiągane przez eliminację zbędnych podziałów, które mogą wprowadzać chaos i komplikacje w zarządzaniu operacjami. W kontekście standardów branżowych, takie podejście odpowiada zasadom Lean Manufacturing, które promują maksymalizację efektywności poprzez redukcję marnotrawstwa i optymalizację przepływu pracy.
Wybór odpowiedzi, która zakłada istnienie operacji równoległych oraz podział na grupy obróbkowe, wskazuje na niepoprawne zrozumienie zasad organizacji procesu produkcyjnego w szwalni. Wprowadzenie operacji równoległych może prowadzić do zawirowań w harmonogramie produkcji, a także do zwiększenia ryzyka wystąpienia błędów jakościowych, gdyż różne grupy mogą nie być w pełni skoordynowane. Praktyka pokazuje, że równoległe operacje w szwalni mogą generować nieefektywności, szczególnie gdy dotyczą podobnych procesów, które w obliczu ograniczonych zasobów mogą konkurować o te same materiały lub czas. Ponadto, podział na grupy obróbkowe, choć może wydawać się korzystny w niektórych przypadkach, w tym kontekście nie jest zalecany, gdyż prowadzi do utrudnienia w zarządzaniu produkcją. Grupy obróbkowe mogą wprowadzać dodatkową złożoność, co w przypadku małych lub średnich szwalni, gdzie zasoby są ograniczone, może skutkować opóźnieniami oraz zwiększonymi kosztami operacyjnymi. Kluczowym aspektem w produkcji jest także zrozumienie, że efektywność należy osiągać poprzez uproszczenie procesów, co pozwala na lepsze monitorowanie i kontrolowanie jakości. Z tego powodu odpowiedzi sugerujące dodatkowe operacje równoległe czy podział na grupy obróbkowe są sprzeczne z podstawowymi zasadami efektywnej organizacji pracy.