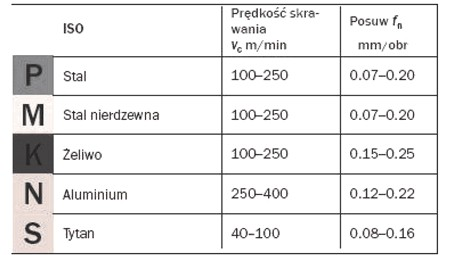
Dobierz prędkość skrawania oraz posuw do obróbki żeliwa, wykorzystując dane zapisane w przedstawionej tabeli.
Odpowiedzi
Informacja zwrotna
Wybrana odpowiedź, czyli vc = 150 m/min oraz fn = 0,2 mm/obr, jest zgodna z zaleceniami dotyczącymi obróbki żeliwa. Z danych zawartych w tabeli wynika, że dla tego materiału prędkość skrawania powinna mieścić się w przedziale od 100 do 250 m/min, natomiast posuw powinien wynosić od 0,15 do 0,25 mm/obr. Wybór prędkości skrawania na poziomie 150 m/min zapewnia efektywne usuwanie materiału, przy jednoczesnym zmniejszeniu ryzyka przegrzania narzędzia skrawającego. Zastosowanie posuwu 0,2 mm/obr sprzyja stabilności procesu skrawania, co jest kluczowe, aby uniknąć drgań i wibracji, które mogą prowadzić do uszkodzenia narzędzia lub zanieczyszczenia obrabianego detalu. Takie parametry obróbcze są zgodne z najlepszymi praktykami przemysłowymi, które zalecają dobieranie prędkości i posuwu w zależności od materiału obrabianego oraz rodzaju narzędzia. Dodatkowo, dobierając odpowiednie parametry skrawania, można również zwiększyć efektywność produkcji oraz jakość finalnego produktu.
Wybór niepoprawnych parametrów skrawania, jak np. prędkość vc = 100 m/min czy vc = 300 m/min, a także niewłaściwy posuw, może prowadzić do wielu problemów w procesie obróbcym. Prędkość skrawania 100 m/min jest na dolnej granicy, co może skutkować nieefektywnym usuwaniem materiału i wydłużeniem czasu realizacji zadania. Prędkość 300 m/min natomiast, choć teoretycznie może wydawać się atrakcyjna, w przypadku żeliwa jest zdecydowanie zbyt wysoka, co może prowadzić do znacznego przegrzania narzędzia, uszkodzeń, a nawet jego przedwczesnego zużycia. Wysokie prędkości skrawania są typowo stosowane w obróbce materiałów twardych, podczas gdy żeliwo, ze względu na swoją kruchość, wymaga bardziej umiarkowanych parametrów. Posuw 0,07 mm/obr jest również problematyczny, ponieważ jest zbyt niski, co może prowadzić do nadmiernego zużycia narzędzia oraz nieoptymalnej jakości powierzchni obrabianej. Na przykład, zbyt mały posuw w połączeniu z nieodpowiednią prędkością skrawania może skutkować powstawaniem niepożądanych zadziorów oraz niedoskonałości na powierzchni obrabianego przedmiotu. Warto pamiętać, że dobór parametrów skrawania powinien być oparty na tabelach oraz zaleceniach producentów narzędzi, a także na doświadczeniu operatów maszyn. Dlatego tak ważne jest, aby nie tylko znać teoretyczne wartości, ale także rozumieć praktyczne aspekty ich zastosowania.