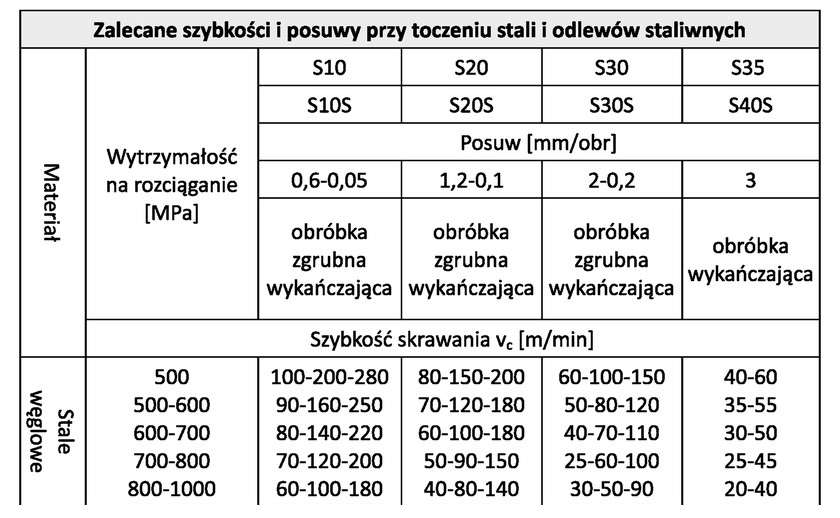
Odpowiedź vc = 20-40 m/min jest poprawna, ponieważ zgadza się z zalecanym zakresem szybkości skrawania dla stali węglowej o wytrzymałości 900 MPa, zgodnie z danymi przedstawionymi w tabeli. Wartość ta jest istotna, ponieważ zbyt wysoka szybkość skrawania może prowadzić do nadmiernego zużycia narzędzia oraz pogorszenia jakości powierzchni obrabianej. Ustalając odpowiednią szybkość, zyskujemy na efektywności procesu oraz trwałości narzędzi. Przykładem praktycznym może być zastosowanie tej szybkości w obróbce elementów konstrukcyjnych, gdzie precyzja i jakość obróbki są kluczowe. W przemyśle mechaniczny, standardy takie jak ISO 3685 definiują metodyki doboru parametrów skrawania, co podkreśla znaczenie właściwego wyboru szybkości skrawania. Właściwe dostosowanie parametrów obróbczych, w tym szybkości, ma na celu optymalizację całego procesu produkcyjnego, a także minimalizację kosztów eksploatacyjnych narzędzi.
Wybór innych odpowiedzi na to pytanie wskazuje na niepełne zrozumienie zasad doboru szybkości skrawania do specyfiki materiału oraz zastosowanego narzędzia. Szybkości skrawania z zakresów 25-45 m/min, 30-50 m/min i 40-60 m/min są zdecydowanie zbyt wysokie dla obróbki stali węglowej o wytrzymałości 900 MPa, co może prowadzić do niekorzystnych skutków, takich jak przegrzewanie się narzędzia skrawającego oraz obniżenie jakości obrabianej powierzchni. Wykorzystanie zbyt wysokich wartości szybkości skrawania wiąże się z ryzykiem uszkodzenia narzędzi, co zwiększa koszty produkcji związane z ich wymianą i przestojami w procesie produkcyjnym. Prawidłowe podejście do doboru szybkości skrawania wymaga uwzględnienia nie tylko wytrzymałości materiału, ale także właściwości narzędzia skrawającego, takich jak jego rodzaj oraz materiał wykonania. W kontekście standardów branżowych, ignorowanie wytycznych dotyczących parametrów skrawania może prowadzić do poważnych nieefektywności w procesie obróbczy, co jest nieakceptowalne w nowoczesnym przemyśle produkcyjnym, gdzie dąży się do optymalizacji procesów i minimalizowania strat.