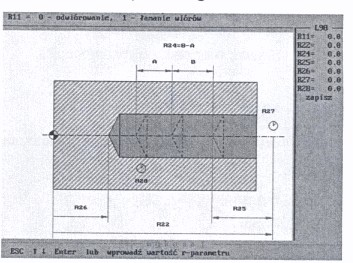
Rysunek przedstawia graficzny obraz wspomagający programowanie cyklu stałego
Odpowiedzi
Informacja zwrotna
Wiercenie głębokiego otworu to proces technologiczny, który wymaga precyzyjnego podejścia oraz zastosowania odpowiednich narzędzi. W kontekście programowania cyklu stałego, ważne jest, aby operatorzy CNC posiadali gruntowną wiedzę na temat parametrów wiercenia, takich jak prędkość obrotowa wrzeciona, posuw oraz głębokość wiercenia. Wiercenie głębokich otworów różni się od standardowego wiercenia, szczególnie pod względem doboru narzędzi, które muszą być bardziej wytrzymałe na wysokie obciążenia. Stosowane techniki, takie jak wprowadzenie chłodziwa, pomagają w utrzymaniu odpowiedniej temperatury narzędzia oraz w usuwaniu wiórów. Dobrą praktyką jest również monitorowanie stanu narzędzi, aby zapobiec ich przedwczesnemu zużyciu. W standardach branżowych, takich jak ISO 9001, podkreśla się znaczenie ciągłego doskonalenia procesów, co w przypadku wiercenia głębokich otworów oznacza nieustanne korygowanie ustawień maszyny w zależności od materiału obrabianego. Znajomość specyfiki tego procesu oraz umiejętność interpretacji warunków pracy narzędzi są kluczowe dla uzyskania wysokiej jakości wykończenia powierzchni oraz precyzyjnych wymiarów.
Wybór odpowiedzi związanych z toczeniem rowka, nawiercaniem czy gwintowaniem narzędziem kształtowym wskazuje na pewne nieporozumienia dotyczące procesów obróbczych i ich zastosowania. Toczenie rowka to proces, który służy do tworzenia kanałów w obrabianych elementach, co jest zupełnie inną techniką niż wiercenie głębokich otworów. W toczeniu rowka narzędzie porusza się wzdłuż materiału, co nie odpowiada mechanice wiercenia. W odniesieniu do nawiercania, jest to proces, który zazwyczaj polega na rozszerzeniu lub pogłębieniu już istniejącego otworu, a nie na tworzeniu nowego, głębokiego otworu. Stosowanie nawiercania zamiast wiercenia głębokiego otworu prowadziłoby do niewłaściwych rezultatów, szczególnie w kontekście wymaganych głębokości i średnic. Gwintowanie narzędziem kształtowym, z drugiej strony, ma na celu tworzenie gwintów wewnętrznych lub zewnętrznych, co również jest odmiennym przedsięwzięciem technologicznym. W kontekście programowania cyklu stałego dla maszyn CNC, kluczowe jest nie tylko rozpoznawanie tych różnic, ale także umiejętność doboru odpowiednich cykli obróbczych do specyficznych wymagań procesu. Ignorowanie tych zasad może prowadzić do obniżenia efektywności produkcji oraz jakości wyrobów, co jest niezgodne z najlepszymi praktykami branżowymi, takimi jak zarządzanie jakością zgodnie z normami ISO.