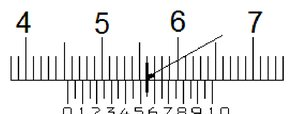
Odpowiedź 45,55 mm jest poprawna, ponieważ odczyt z suwmiarki oparty jest na precyzyjnym pomiarze, który łączy wartość z głównej podziałki oraz wartość wskazywaną przez noniusz. W analizowanym przypadku główna podziałka wskazuje 45 mm, co jest podstawowym odczytem. Następnie, analizując noniusz, znajdujemy, że 11. kreska noniusza pokrywa się z kreską na głównej podziałce, co wskazuje na dodatkowe 0,55 mm. Operacja ta polega na pomnożeniu numeru kreski przez wartość działki noniusza, która w standardowych suwmiarkach wynosi zazwyczaj 0,05 mm. Suma 45 mm i 0,55 mm daje wynik 45,55 mm. Takie pomiary są kluczowe w wielu dziedzinach inżynierii i technologii, gdzie precyzyjność jest kluczowa; na przykład w obróbce metali czy inżynierii mechanicznej. Warto znać techniki odczytu suwmiarki, aby zapewnić odpowiednią jakość i dokładność produkcji zgodnie z normami ISO. Dobre praktyki w używaniu suwmiarki obejmują także regularną kalibrację narzędzia oraz dbałość o jego czystość, co ma wpływ na dokładność pomiarów.
Wybór odpowiedzi, która wskazuje na 56,00 mm, 46,55 mm lub 56,50 mm, jest wynikiem niedokładnego rozumienia zasady działania suwmiarki oraz błędnej interpretacji wskazań noniusza. Odczytując suwmiarkę, kluczowe jest zrozumienie, że pomiar składa się z dwóch komponentów: wartości głównej oraz wartości odczytanej z noniusza. W przypadku wartości 56,00 mm zdaje się, że użytkownik mógł źle odczytać główną podziałkę, co prowadzi do przeszacowania wyniku. Podobnie jak w przypadku 46,55 mm, błędna analiza noniusza może wynikać z nieoznaczenia właściwej kreski na noniuszu, co powoduje pomylenie wartości o 1 mm, co jest typowym błędem. W przypadku 56,50 mm, użytkownik mógł zignorować rzeczywistą wartość na głównej podziałce, co prowadzi do zawyżenia wymiaru. Takie pomyłki często występują, gdy nie zwraca się uwagi na pełne szczegóły przy odczycie narzędzia pomiarowego. Kluczowe jest zwracanie uwagi na każdy krok w procesie odczytu, jak również regularna praktyka w korzystaniu z narzędzi pomiarowych. W profesjonalnych zastosowaniach, takie jak obróbka precyzyjna, dokładność pomiaru jest krytyczna, a błędne odczyty mogą prowadzić do dużych strat materialnych oraz jakościowych. Dlatego ważne jest, aby zawsze potwierdzić wynik pomiaru, szczególnie w kontekście pracy z tolerancjami i normami produkcji.