Kwalifikacja: MEC.09 - Organizacja i nadzorowanie procesów produkcji maszyn i urządzeń
Zawód: Technik mechanik
Kategorie: Rysunek techniczny Obróbka i technologie
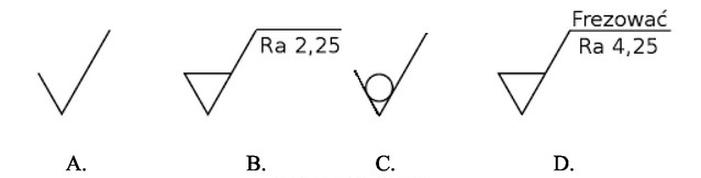
Którym znakiem chropowatości oznacza się powierzchnie nieobrabiane w danej operacji?
Odpowiedzi
Informacja zwrotna
Poprawna odpowiedź na pytanie dotyczy znaku chropowatości, który oznacza powierzchnie nieobrabiane w danej operacji. Symbol ten, reprezentowany przez trójkąt skierowany wierzchołkiem do dołu, jest zgodny z normą ISO 1302, która definiuje zasady stosowania znaków chropowatości. Użycie tego znaku na rysunkach technicznych wskazuje, że powierzchnia nie będzie poddawana dalszej obróbce, co ma istotne znaczenie w kontekście technologii produkcji. W praktyce, ten znak jest często wykorzystywany w dokumentacji inżynieryjnej, aby uniknąć nieporozumień między projektantami a wykonawcami. Dla przykładu, w przypadku części maszyn, odpowiednie oznaczenie powierzchni pozwala na precyzyjne określenie, które obszary powinny być pozostawione w stanie surowym, co jest kluczowe dla zachowania odpowiednich tolerancji i parametrów technicznych. Dzięki temu, przy zastosowaniu właściwych znaków chropowatości, możemy efektywnie zarządzać procesem produkcji oraz kontrolować jakość wytwarzanych komponentów.